Printable Version of Topic
Click here to view this topic in its original format
914World.com _ 914World Garage _ Crack
Posted by: 74ravenna Sep 24 2016, 10:04 AM
Is this a superficial blem in the casting?
Once magnified it appears to be but I just want to get some knowledgeable folks opinion.
TIA
Steve
Posted by: stugray Sep 24 2016, 10:08 AM
casting imperfections.
They are covered in them.
Posted by: The Cabinetmaker Sep 24 2016, 10:08 AM
What is that we are looking at?
Posted by: dangrouche Sep 24 2016, 05:16 PM

What is that we are looking at?
looks like underside of one of the cylinders
Posted by: injunmort Sep 24 2016, 05:24 PM
is that the cylinder spigot?
Posted by: earossi Sep 24 2016, 07:15 PM
Appears to be a surface crack in the spigot on a cylinder. The problem with surface cracks is that with temperature cycling, they will usually propagate. The way to deal with any crack is to grind out the crater until the crack vanishes. Surface cracks in castings usually grind out with very little effort. But, if the crack is found to have propagated through most of the thickness of the casting, you may suffer failure of the spigot.
Posted by: stugray Sep 25 2016, 01:28 AM
Appears to be a surface crack in the spigot on a cylinder. The problem with surface cracks is that with temperature cycling, they will usually propagate. The way to deal with any crack is to grind out the crater until the crack vanishes. Surface cracks in castings usually grind out with very little effort. But, if the crack is found to have propagated through most of the thickness of the casting, you may suffer failure of the spigot.
If that was a crack, my engine would have fallen apart already.
Mine is covered with them.
Posted by: veekry9 Sep 25 2016, 02:09 AM
Shrinkage of diecast surfaces,a subject of depth and much study to this day.
A high volume,water-cooled,steel die casting mold,was used to make the cases.
Some light reading: 
https://www.google.ca/search?q=shrinkage+of+die+cast+light+alloy+surfaces&espv=2&biw=1097&bih=546&source=lnms&tbm=isch&sa=X&ved=0ahUKEwjLnPuBg6rPAhWG7IMKHWXmCdIQ_AUIBigB#imgrc=v_quIeNvvlNN5M%3A
Shot sleeve barrel:
https://www.google.ca/search?q=die+casting+shot+sleeve&espv=2&biw=1097&bih=546&source=lnms&tbm=isch&sa=X&ved=0ahUKEwiq2MfGjqrPAhUp6oMKHX6sCZcQ_AUIBigB#imgrc=d4aMOSyoRZqTjM%3A
Metallurgy this year: 
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=carbon+nanotube+aluminum+alloy
Method to produce castings to fine tolerance and finish,economically,short run:
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=graphite+mold+casting&tbm=vid
/
Look!
There's more:https://www.youtube.com/results?search_query=how+it%27s+made+die+cast+metal
https://scholar.google.ca/scholar?q=solidification+of+metals&hl=en&as_sdt=0&as_vis=1&oi=scholart&sa=X&ved=0ahUKEwjP5rrHv6rPAhWm7IMKHbJdBe8QgQMIGjAA
To answer the question of why it looks like that,and the other why,'draft'.
/
Posted by: 74ravenna Sep 25 2016, 04:51 AM
Its the top of the engine where the cylinder head meets the case.
I'm going with casting imperfections.
This is my first go around with taking one of these apart and i've never seen the engine clean!
Thanks all.
Steve
Posted by: rgalla9146 Sep 25 2016, 05:50 AM
Its the top of the engine where the cylinder head meets the case.
I'm going with casting imperfections.
This is my first go around with taking one of these apart and i've never seen the engine clean!
Thanks all.
Steve
I agree.
Those rise from the surface.
A crack would be hollow into the surface.
Some of the responses are 'interesting' though !
Posted by: earossi Sep 25 2016, 06:27 AM
Its the top of the engine where the cylinder head meets the case.
I'm going with casting imperfections.
This is my first go around with taking one of these apart and i've never seen the engine clean!
Thanks all.
Steve
I agree.
Those rise from the surface.
A crack would be hollow into the surface.
Some of the responses are 'interesting' though !
Good discussion. On my computer I can't see the depth of the crack. If it is simply a shrinkage crack, then it should grind out easily with a Dremel tool. But, if it is a through crack, it's a different story.
Posted by: veekry9 Sep 25 2016, 06:48 AM
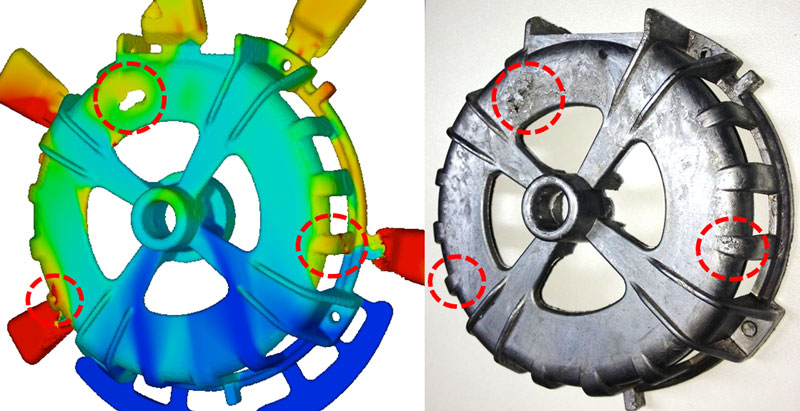
Not a crack,it's a 'shrink riser'.
The mold of the part is(was),a polished steel surface of <63rms finish,nearly mirror.
As the molten metal cools and changes volume,it shrinks,creating stress risers,and ridges.
A superficial blemish,and acceptable in it's application,which may appear as a crack,to the untrained eye.
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=shrinkage+allowance+for+aluminium
/
Posted by: 74ravenna Sep 25 2016, 07:03 AM
Not a crack,it's a 'shrink riser'.
The mold of the part is(was),a polished steel surface of <63rms finish,nearly mirror.
As the molten metal cools and changes volume,it shrinks,creating stress risers,and ridges.
A superficial blemish,and acceptable in it's application,which may appear as a crack,to the untrained eye.
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=shrinkage+allowance+for+aluminium
/
"which may appear as a crack,to the untrained eye."
Exactly the situation here.
Thanks all!
Posted by: 76-914 Sep 25 2016, 07:16 AM
I think it happens on all Aluminum engines. The Subaru engine has them as well.
Posted by: Mikey914 Sep 25 2016, 09:47 AM
Only one way to tell for sure. File the imperfection flush with the surface and put a drop of penetrating dye on it. A casting imperfection will not reappear.
Posted by: bretth Sep 25 2016, 10:53 AM
I read about using a torch to briefly heat up a suspect crack in magnesium, and you will see it open. Not sure if this works on AL alloys or not.
Posted by: Mikey914 Sep 25 2016, 02:17 PM
Wouldn't personally use a torch on this, too many things that can go wrong.
Posted by: earossi Sep 25 2016, 02:38 PM
Hitting magnesium with a torch will ignite it; so, suggest you not do that. Many years ago, VW used to make magnesium engine cases. One of the reasons they went aluminum was the occasional fire due to magnesiums flamability.
Posted by: veekry9 Sep 25 2016, 09:56 PM
https://www.youtube.com/watch?v=AiYnDskFxTo
Burning metal! 
VW/Porsche made the Type4 engine from aluminum for it's tensile strength,not for it's 'unflammabilty'. 
Heated magnesium castings to fit interference bearings,circa '70s,did not catch fire back then.
Intentionally lit hair-thin magnesium and titanium turnings,and without the added heat of the torch,went out.
A puddle of molten magnesium can be lit up with an oxygen rich atmospere and added torch heat.
So,yeah,the metal can light up,but,it isn't like it will spontaneously combust.
Putting a torch to a casting long enough to melt,will result in a puddle of magnesium on the floor.
It would be very difficult to ignite a casting such as the VW cases,the wall thickness and mass too great.
Welding the material with ox-ac in the past was a difficult job,no doubt,but quite possible tho.
https://www.google.ca/search?q=oxygen-acetylene+welding+magnesium&espv=2&biw=1097&bih=546&source=lnms&sa=X&ved=0ahUKEwiy__KB_6vPAhUh7IMKHSm9BIAQ_AUIBSgA&dpr=1.75
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=aluminum+solder&start=10
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=magnesium+solder
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=welding%20magnesium
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=casting+magnesium
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=magnesium+die+sand+casting+
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=mythbusters+burning+metal
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=thermite%20ingredients
The round spots on the die-cast magnesium engine parts:
https://www.google.ca/search?q=ejector+pins+in+die+casting&espv=2&biw=1097&bih=546&source=lnms&tbm=isch&sa=X&ved=0ahUKEwilnbjRkKzPAhWd2YMKHRLODYQQ_AUIBigB
/
Posted by: earossi Sep 25 2016, 11:35 PM
https://www.youtube.com/watch?v=AiYnDskFxTo
Burning metal!
VW/Porsche made the Type4 engine from aluminum for it's tensile strength,not for it's 'unflammabilty'.
Heated magnesium castings to fit interference bearings,circa '70s,did not catch fire back then.
Intentionally lit hair-thin magnesium and titanium turnings,and without the added heat of the torch,went out.
A puddle of molten magnesium can be lit up with an oxygen rich atmospere and added torch heat.
So,yeah,the metal can light up,but,it isn't like it will spontaneously combust.
Putting a torch to a casting long enough to melt,will result in a puddle of magnesium on the floor.
It would be very difficult to ignite a casting such as the VW cases,the wall thickness and mass too great.
Welding the material with ox-ac in the past was a difficult job,no doubt,but quite possible tho.
https://www.google.ca/search?q=oxygen-acetylene+welding+magnesium&espv=2&biw=1097&bih=546&source=lnms&sa=X&ved=0ahUKEwiy__KB_6vPAhUh7IMKHSm9BIAQ_AUIBSgA&dpr=1.75
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=aluminum+solder&start=10
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=magnesium+solder
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=welding%20magnesium
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=casting+magnesium
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=magnesium+die+sand+casting+
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=mythbusters+burning+metal
https://www.google.ca/webhp?sourceid=chrome-instant&ion=1&espv=2&ie=UTF-8#q=thermite%20ingredients
The round spots on the die-cast magnesium engine parts:
https://www.google.ca/search?q=ejector+pins+in+die+casting&espv=2&biw=1097&bih=546&source=lnms&tbm=isch&sa=X&ved=0ahUKEwilnbjRkKzPAhWd2YMKHRLODYQQ_AUIBigB
/
Without this turning ugly, I suggest that you Google "magnesium fires". If you go back to the early days of the Beetle, VW used magnesium for its cases. The magnesium did not "spontaneously combust". Fires usually started from other faults such as fuel leaks or electrical fires. Once the engine saw fire, the magnesium would combust. I saw one burn like that when I was in college back in the 60's. And, water will not extinguish a magnesium fire. You let them burn until they run out of fuel. Or, you can foam the fire, though I never did witness that.
And, I believe that VW went to aluminum because it was less expensive than magnesium, and more stable. Not for its combustibility as you pointed out.
Posted by: veekry9 Sep 26 2016, 12:49 AM
Yep,that is why we had the specialized fire extinguishers and 'smothering powder' while machining the metals.
As I recall,one 'prototype aircraft titanium splice plate' was ruined because the finish chips sparked up,he didn't get it out quick enough.
Started out as a 6' x 6' x 2" thk plate,real pricey piece of scrap,the chips were recycled,of course.
Somewhere out there is a treatise on the physics of why the shrink risers appear,and the crystalline solidification of light metals.
The temperature gradient while cooling is from the outside in,as the effect is seen in micrographs of etched castings.
A close inspection of the results of modern casting techniques show a reduction of the surface upsets,by a more refined control of cooling the castings.
https://www.google.ca/search?q=cfd+metal+castings&espv=2&biw=1097&bih=546&source=lnms&tbm=isch&sa=X&ved=0ahUKEwjR3eD-s6zPAhXh7IMKHR6lBnMQ_AUIBygC#imgrc=50bIfW72dKk0ZM%3A
This may be of interest,to do a minimum of chassis calculation:
https://www.youtube.com/user/expertansys/videos
/
Posted by: ThePaintedMan Sep 26 2016, 07:16 AM
Without this turning ugly, I suggest that you Google "magnesium fires". If you go back to the early days of the Beetle, VW used magnesium for its cases. The magnesium did not "spontaneously combust". Fires usually started from other faults such as fuel leaks or electrical fires. Once the engine saw fire, the magnesium would combust. I saw one burn like that when I was in college back in the 60's. And, water will not extinguish a magnesium fire. You let them burn until they run out of fuel. Or, you can foam the fire, though I never did witness that.
And, I believe that VW went to aluminum because it was less expensive than magnesium, and more stable. Not for its combustibility as you pointed out.
It is my understanding that this was part of the 1955 Le Mans disaster as well. The Mercedes that Levegh was driving was completely destroyed and scattered parts throughout the crowd, killing 80+ people, but the frame of the car, or significant portions of it were magnesium. As the (few) medics on hand tended to the crowd, the fire marshalls tended to the car which was already on fire. They sprayed water on it and it exploded into a white-hot fireball, making matters worse. All the while cars were still flying by at 150+ mph. Scary times those were.
Posted by: Beach914 Sep 26 2016, 07:50 AM
Magnesium solids will not normally combust when exposed to flame. My experience machining magnesium thorium gearcases in the 80's for GE (B1 Bomber) showed that we had to contain and control the dust and chips from the machining. We had powder extinguishers and all personnel in the CNC machining Cells were trained and certified to extinguish mag fires.
Certainly a sustained high intense heat source from the fuel in a racing wreck would probably cause any magnesium to join in the combustion process.
I purchase magnesium extrusions for concrete tools today and it is the chips, dust, and moisture that I have to control to keep my operation safe.
Posted by: mbseto Sep 26 2016, 08:08 AM
In college chemistry, we had a stash of magnesium turnings about 1/16" thk and 1/8" wide. You couldn't light them with a match, but you could with a bunsen burner and they were very bright and could not be extinguished.
The jet engine industry knows about metal combustion, and it is most definitely a hazard and the aftermath can be pretty dramatic.
Posted by: Mikey914 Sep 26 2016, 10:55 AM
You can light them with a flare, so it takes a good amount of heat, but a torch to an assembled engine is just asking for trouble.
Posted by: veekry9 Sep 28 2016, 01:39 AM
George,you have attributed those words to me,a response to what I've said.
You should make the correction so others will not make the assumption that what you've posted is true.
/
Posted by: bretth Sep 28 2016, 04:30 AM
I didn't think someone would take a torch to an assembled engine installed in their car. Maybe I assume too much? 
Powered by Invision Power Board (http://www.invisionboard.com)
© Invision Power Services (http://www.invisionpower.com)