Printable Version of Topic
Click here to view this topic in its original format
914World.com _ 914World Garage _ Welding Question
Posted by: Bigdamdork Aug 24 2023, 05:31 PM
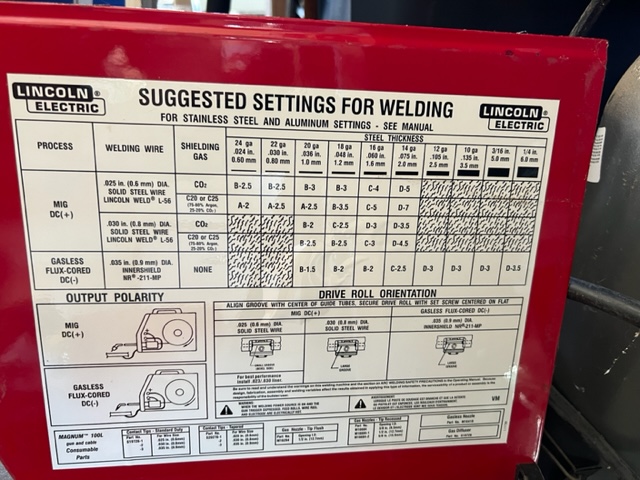
Hey Everyone. Based in no small part on the suggestions from my original thread about what order to do my restore I picked up some steel and pushed my Makita metal cut-off saw the limit. I'm ready to start putting this together. My question is I have a Weldpack 3200. I bought it a couple of years ago just to play with things. Some metal art, built a Santa Maria Style BBQ, etc. Per the instructions, the metal is .125 (so close to 11 gauge?) for the 2x4's. Am I fooling myself by thinking I could use this welder to put the jig together? The welder says it can handle 12ga to 1/4" with .035 gasless flux cored wire DC(-). I just don't know enough about the duty cycle, etc. to know if I should just suck it up and buy a bigger welder. I figure once I get into the car I should be fine as it's mostly 18ga sheet metal so I hate to buy one just for the jig but will if I need to I guess. Maybe find a buddy with one. Just wanted to get some expert's thoughts as my total welding time is about 2 hours. I plan on being an expert post-rebuild. 
Super appreciate any advice you can offer. Thank You!! 


 [attachmentid=885
[attachmentid=885
729]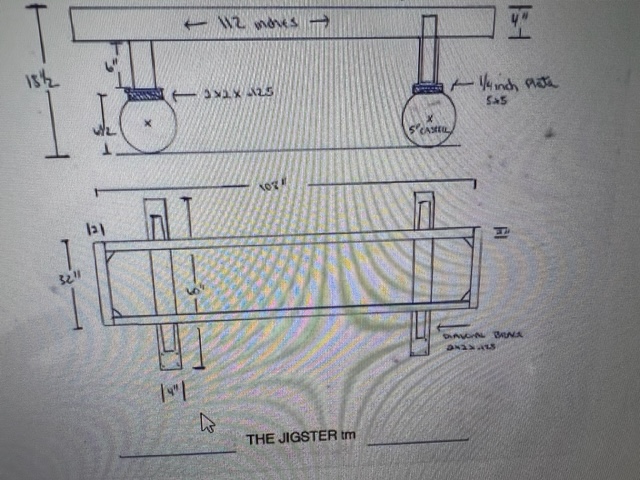
Attached image(s)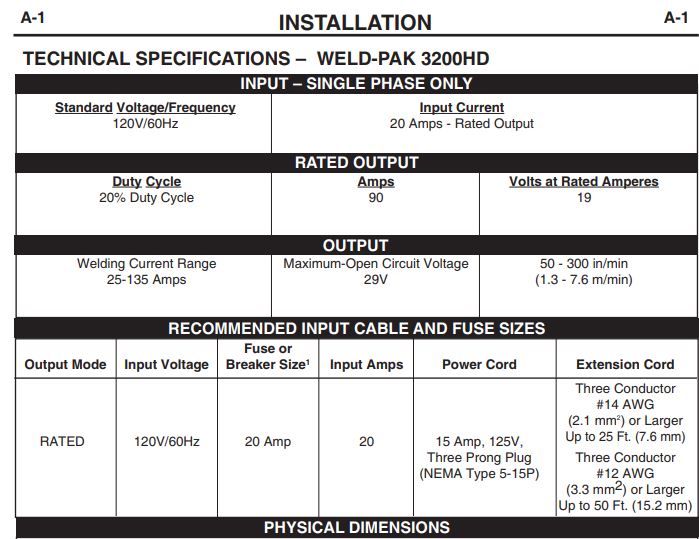
Posted by: jhynesrockmtn Aug 24 2023, 06:49 PM
Try it or test on a similar gauge metal. If the weld sucks on your jig you can clean it up. You'll know if the welds are good. I'd agree, would be a shame to buy and different welder, especially if you've gotten comfortable with that one.
Posted by: Superhawk996 Aug 24 2023, 08:40 PM
It will work
I just used a whimpy 120v welder to weld 3/16” bracket to 3/8” plate steel.
0.035 flux core.
Had to preheat the plate with MAPP gas. This minimises the cold start, lack of fusion when you 1st start the bead. Not my prettiest work but it is functional and that was the only welder I have available at the moment.
Worst case, preheat the tube with propane or MAPP gas but I don’t think you’ll need to with 1/8” tube.

Posted by: flat4guy Aug 24 2023, 08:45 PM
I have helped a friend build 3 cars using this same welder - we did floors, quarters and more. Good welder.
Posted by: targa72e Aug 24 2023, 09:50 PM
I think the important part is you are not making a structural part where the weld needs to be as strong or stronger than the base metal. You might not get great penetration but it will be more than strong enough to make a cart to put a body on. I have made similar body transport mechanisms out of 2x4 and screws that worked fine. Made a similar structure to pull the drive train out of my turbo cayenne out of 4x4 and some harbor freight wheels to remove the drive train, worked fine.
john
Posted by: MikeK Aug 25 2023, 01:42 AM
With that 110V welder, I’d consider tapering the ends of your material to 45 degrees, making a root pass followed with a hot pass. That will be ensure penetration. There’s really no need to pre-heat. Tack it up then burn it in.
I have the 220V version of that welder. Works well for me has been reliable for about 12 years now.
BTW, you’d be hard pressed to find 18G on your 914. Maybe the chassis? Pretty sure that they were stamped from 1mm (19G). They’re usually that gauge or less at the highest crowns of the panels.
Posted by: mb911 Aug 25 2023, 05:47 AM
Ok I hate these threads only because 99.9% of the people that comment at people that bought a welders and are now “welders” not to say the people that have commented already are those people just saying from the perspective of being a professional welding educator and national welding educator trainer. I will use the KISS method and say this. When MIG welding use the bench mark of each amp = .001 of inch capability so if it’s 125amps it is capable of properly welding .125 or 1/8” steel. This is regardless of flux core or solid wire with gas.
Posted by: Superhawk996 Aug 25 2023, 06:43 AM
@http://www.914world.com/bbs2/index.php?showuser=9892
Curious about the duty cycle. His machine like mine is a very low duty cycle.
In my case; welding thicker material than I should. As bead goes down, it does a good job of heating that thick base metal. This makes me want to keep running bead. But I feel compelled to only weld for about 2 minutes and then let the machine cool before doing the next bead. The problem is allowing the machine to cool also allows the thick base to cool which I really don’t want.
Any thoughts on how to best handle the low duty cycle? What fails if overheated - I assume rectification diodes?
Posted by: Shivers Aug 25 2023, 06:58 AM

I’m using the same welder. I built this contraption with it, 1/4”, 3/16” and 1/8” steel. I used a map gas torch to heat the 1/4” plate. Clean where you are going to weld and it should do the job.
Posted by: mb911 Aug 25 2023, 07:19 AM

@http://www.914world.com/bbs2/index.php?showuser=9892
Curious about the duty cycle. His machine like mine is a very low duty cycle.
In my case; welding thicker material than I should. As bead goes down, it does a good job of heating that thick base metal. This makes me want to keep running bead. But I feel compelled to only weld for about 2 minutes and then let the machine cool before doing the next bead. The problem is allowing the machine to cool also allows the thick base to cool which I really don’t want.
Any thoughts on how to best handle the low duty cycle? What fails if overheated - I assume rectification diodes?
20% duty cycle is 2 minutes of straight welding. That’s a lot of welding. Most people complete a weld in 10-30 seconds. If running max amperage that 2 minutes of max amperage is quite a weld. Most amateur welders never are going to be doing welds to exceed duty cycles. Also remember when exceeded amperage occurs most machines will not provide output until the machine has cooled.
Posted by: mlindner Aug 25 2023, 08:53 AM
And then if you are using an extension cord, keep it short and a heavy gauge.
Posted by: 930cabman Aug 25 2023, 09:11 AM
Try it and keep your eye on overheating the machine.
Posted by: Superhawk996 Aug 25 2023, 11:42 AM
And then if you are using an extension cord, keep it short and a heavy gauge.

I was breaking all the rules ! 10 gauge 50’ was all I had. Get er done!
Posted by: Jack Standz Aug 25 2023, 11:42 AM
Not an expert here, but you'll probably be happier with the results if you invest in a gas shielded welder for the work you have planned for the 914. Flux core is not as good for that part of the project. Best wishes for your project.
Posted by: mb911 Aug 25 2023, 04:31 PM
Ok one last tidbit. So there is this negative thought on self shielded flux core (they make a gas shield version). Self shield flux core is used extensively in iron working on the west coast so almost every commercial building you see in California, Arizona, Nevada, etc is built using a self shielded flux core almost identical to what your running in your little 110 welders (common type NR211)
Posted by: Jack Standz Aug 25 2023, 04:47 PM
Yes, choose the right process for the project and have enough skills and competency to do the job well (which probably leaves me out most of the time). YMMV
"There is no one-size-fits-all welding solution."
https://www.millerwelds.com/resources/article-library/solid-wire-versus-flux-cored-wire-when-to-use-them-and-why
Posted by: 76-914 Aug 25 2023, 06:22 PM
@http://www.914world.com/bbs2/index.php?showuser=9892
Curious about the duty cycle. His machine like mine is a very low duty cycle.
In my case; welding thicker material than I should. As bead goes down, it does a good job of heating that thick base metal. This makes me want to keep running bead. But I feel compelled to only weld for about 2 minutes and then let the machine cool before doing the next bead. The problem is allowing the machine to cool also allows the thick base to cool which I really don’t want.
Any thoughts on how to best handle the low duty cycle? What fails if overheated - I assume rectification diodes?
I watched this video comparing cheap welders. https://www.youtube.com/watch?v=IK_Cn5lxggA And they threw in a Lincoln just to compare. Everyone of the cheap welders, and there were many, exaggerated their amperage big time. One of the cheap ones was close. The Lincoln was dead nuts on every spec it advertised. To your question re: duty cycles; it killed a few of them. My Miller just needs a breather when it goes past its duty cycle. It has only happened twice.

Posted by: Superhawk996 Aug 25 2023, 11:33 PM
. . .(they make a gas shield version).
Do tell - not aware of something different than common flux core.
When you say they make a gas shield version - are you referring to solid wire used with typical shielding gas or are you saying there is a self shielding version that doesn’t leave usual flux core kind of slag and spatter?
I apologize if I’m misunderstanding the post. Would love some thing self shielding for outside use but less messy than NR-211 type flux core wire.
@http://www.914world.com/bbs2/index.php?showuser=9892
Posted by: mb911 Aug 26 2023, 05:29 AM
. . .(they make a gas shield version).
Do tell - not aware of something different than common flux core.
When you say they make a gas shield version - are you referring to solid wire used with typical shielding gas or are you saying there is a self shielding version that doesn’t leave usual flux core kind of slag and spatter?
I apologize if I’m misunderstanding the post. Would love some thing self shielding for outside use but less messy than NR-211 type flux core wire.
@http://www.914world.com/bbs2/index.php?showuser=9892
Gas shielded flux core is very common in manufacturing. It is still a tubular wire (hollow) with flux and then they use typically co2 or a 75/25 mix. Often referred to dual shield. AWS numbers of E71-T or similar. It is meant for heavy plate welding and favors spray transfer mode.
Posted by: Superhawk996 Aug 26 2023, 06:55 AM
. . .(they make a gas shield version).
Do tell - not aware of something different than common flux core.
When you say they make a gas shield version - are you referring to solid wire used with typical shielding gas or are you saying there is a self shielding version that doesn’t leave usual flux core kind of slag and spatter?
I apologize if I’m misunderstanding the post. Would love some thing self shielding for outside use but less messy than NR-211 type flux core wire.
@http://www.914world.com/bbs2/index.php?showuser=9892
Gas shielded flux core is very common in manufacturing. It is still a tubular wire (hollow) with flux and then they use typically co2 or a 75/25 mix. Often referred to dual shield. AWS numbers of E71-T or similar. It is meant for heavy plate welding and favors spray transfer mode.

Always learn something new from you

Posted by: willieg Aug 26 2023, 08:30 AM
A welder, working on an exterior staircase, told me code required gas shielded flux core for commercial metal stairways. This is on the West Coast. Also I agree with @http://www.914world.com/bbs2/index.php?showuser=9892 comments on duty cycle. 20% duty cycle at 100 Amps means 2 minutes of welding in a 10 minute period. Most people aren’t going to be welding for that long a time in a 10 minute period.
Posted by: mb911 Aug 26 2023, 09:42 AM
A welder, working on an exterior staircase, told me code required gas shielded flux core for commercial metal stairways. This is on the West Coast. Also I agree with @http://www.914world.com/bbs2/index.php?showuser=9892 comments on duty cycle. 20% duty cycle at 100 Amps means 2 minutes of welding in a 10 minute period. Most people aren’t going to be welding for that long a time in a 10 minute period.
Sorry that is incorrect information
State codes are different state by state but that said gas shield is never considered acceptable out doors for anything structural. Keep this is mind 90% of welders out there have no training in electrodes and proper usage. They only use what is in the WPS (welding procedure speciation). My point is don’t trust hearsay only real documents.
Your anology of duty cycle is not correct at least how I am reading it.
Duty cycle is a measurement of time(10minutes to be exact) if you have 100 amp machine and you run it at 100 amps with a 20% duty cycle you will get 2 minutes of run time. If you have 60% duty cycle then 6 minutes. If you are running 80 amps then the duty cycle will not be met so you are fine.
Sorry but I have to be out on the rest of the conversation it gives me high blood pressure as there are so many experts out there when it comes to welding it’s creates so much misinformation.
Peace out everyone
Posted by: Front yard mechanic Aug 26 2023, 09:57 AM
Hard to beat an old school stick welder for tube and angle welding.
Posted by: targa72e Aug 26 2023, 10:43 PM
I think this topic diverged a lot. There is a ton of difference in being a professional and welding something structural and welding a cart to push you 914 around on. In the ideal world you would have perfect welds for you cart. In the real word many have made their cart out of screwed together wood.
Your equipment while not perfect is probably more than able to weld a cart that will support you 914 chassis.
More important questions probably, is it appropriate for welding 914 sheet metal 
john
Posted by: MikeK Aug 27 2023, 08:24 AM
I think this topic diverged a lot. There is a ton of difference in being a professional and welding something structural and welding a cart to push you 914 around on. In the ideal world you would have perfect welds for you cart. In the real word many have made their cart out of screwed together wood.
Your equipment while not perfect is probably more than able to weld a cart that will support you 914 chassis.
More important questions probably, is it appropriate for welding 914 sheet metal
john
That machine will do what he needs to do from rack to chassis. Perfect for welding complete panels in at the flanges (if you don't own a spot welder). Less than ideal if used out in the middle of a panel and it's intended to be metal finished.
The cart is the perfect place to practice those perfect welds. Absolutely, positively get a bottle of argon-mix. You don't want to be messing around with acid flux in your welds. It's a Porsche, not a bridge.
I'm looking forward to seeing how the project turns out.
Posted by: Shivers Aug 27 2023, 09:17 AM
https://www.nexair.com/learning-center/you-can-mig-weld-without-gas/#:~:text=You%20Can%20MIG%20Weld%20Without%20Gas,-If%20you%20have&text=Flux%20cored%20wire%20filler%20metal,under%20a%20number%20of%20conditions.
If you can afford to buy gas then by all means use it. No doubt for work indoors or a place outdoors protected from the wind it is the bees knees. If you work outside there is wire for that too. I use a borrowed welder with no gas and get a lot of work done in the season. Too hot now.
Posted by: Bigdamdork Aug 30 2023, 03:33 PM
Just wanted to say "THANK YOU" for the information, this is all very good. I love hearing from experts. Appreciate it very much.
Posted by: Superhawk996 Aug 30 2023, 04:08 PM
Speaking only for myself - I’m no expert. I get by.
Heed mb911’s advice on amperage vs thickness. Ben IS the true expert on welding.
Powered by Invision Power Board (http://www.invisionboard.com)
© Invision Power Services (http://www.invisionpower.com)