Printable Version of Topic
Click here to view this topic in its original format
914World.com _ 914World Garage _ Taped or cone shaped tubing for exhaust?
Posted by: Mueller Nov 10 2005, 06:16 PM
For the turbo, I need to go from a 2.125" ID to a 1.5" ID from the header collector to the turbocharger.
I cannot find anything off the shelf with these odd sizes so I looks like I'll be making something.....think a sheetmetal roller will make this?
Attached image(s)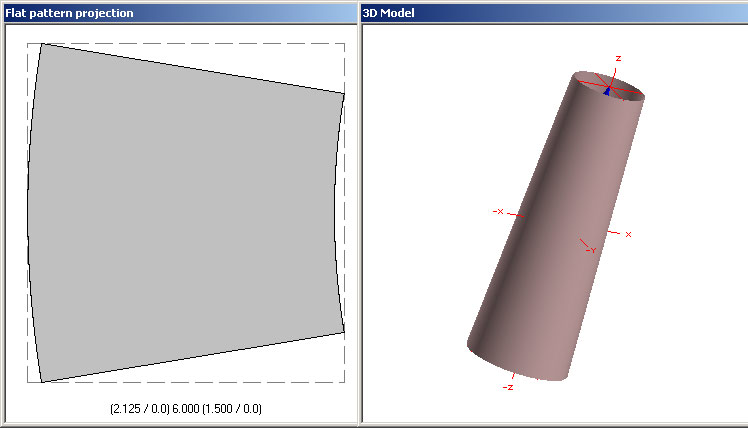
Posted by: Aaron Cox Nov 10 2005, 06:18 PM
post a pic of your turbo. plz
it doesnt have a flat base that BOLTS on to a flange?
seems losing an inch in ID would kill some performance.... turbo too small?
Posted by: jd74914 Nov 10 2005, 06:24 PM
| QUOTE (Aaron Cox @ Nov 10 2005, 07:18 PM) |
| post a pic of your turbo. plz it doesnt have a flat base that BOLTS on to a flange? seems losing an inch in ID would kill some performance.... turbo too small? |
You could weld the flange onto that piece

wouldn't loosing an inch actually force the gases into the turbo at a higher pressure so it would spool better?
Posted by: Andyrew Nov 10 2005, 06:25 PM
he wants spool up...
Looks doable to me...
as long as the sheetmetal can hold the pressure and heat without warping to bad.
Posted by: Aaron Cox Nov 10 2005, 06:27 PM
sorry, im a turBONEHEAD
also.... wouldnt that create excess backpressure?
and as raby said, the exhaust is the limiting factor of power....
just thinking aloud.
Posted by: Mueller Nov 10 2005, 06:31 PM
turbo next to 1"x2"x3" block for comparison
according to the data I have, it's good for close to 170hp (while still being efficient)...since it's going on a bone stock 1.8, I'll be well under that limit
Attached image(s)
Posted by: Mueller Nov 10 2005, 06:33 PM
| QUOTE (Aaron Cox @ Nov 10 2005, 05:27 PM) |
| sorry, im a turBONEHEAD also.... wouldnt that create excess backpressure? and as raby said, the exhaust is the limiting factor of power.... just thinking aloud. |
I think most of Jakes turbo applications are also pushing the limits....I'm looking just for a few more bolt-on ponies, not trying to break any records...I'm sure they'll be flaws in the design and execution, but hey, thats part of the fun....
Posted by: Andyrew Nov 10 2005, 06:37 PM
It would put more pressure through the turbo spooling it up much quicker...
btw for refference, the stock 944 turbo's inlet for the turbo is just under 2in. and it spools up at 2.5k-3k depending on gear and load.
Im guessing this turbo would be efficient from 2.5k to 5.5k... due to the smaller motor.
Im sure mike ran the numbers..
Posted by: TimT Nov 10 2005, 07:17 PM
ummm http://www.burnsstainless.com/Transitions/transitions.html use one of these, then get a stainless pipe reducer or bushing from somewhere like McMaster cut the Burns transition where it matches the dimension you need...
Posted by: TimT Nov 10 2005, 07:19 PM
double oops, just get the burns RD150 its 1.5" on one end and 2.5 on the other cut off where it is 2.125" and make up the rest of the length with straight tube
Posted by: trekkor Nov 10 2005, 07:55 PM
I just came from the plumbing isle, I wish I saw this first. 
sorry... 
Posted by: McMark Nov 10 2005, 08:17 PM
| QUOTE (Mueller @ Nov 10 2005, 04:31 PM) |
| according to the data I have, it's good for close to 170hp (while still being efficient)...since it's going on a bone stock 1.8, I'll be well under that limit |
One word...... BOOOOOST!!!

Just kidding you Mike.
Hey, wait a second, just cast something.
Or CNC mill it. I think I'm done joking..... sooooo, how thick of sheet metal are you thinking? I know you can get adapter exhaust tubing, but it's more of a step down than a taper.
Posted by: McMark Nov 10 2005, 08:18 PM
What you really need are some sort of heads with extra cooling to handle your tubo induced heat.. 
Posted by: Mueller Nov 10 2005, 09:25 PM
| QUOTE (TimT @ Nov 10 2005, 06:19 PM) |
| double oops, just get the burns RD150 its 1.5" on one end and 2.5 on the other cut off where it is 2.125" and make up the rest of the length with straight tube |
didn't want to spend 21 bucks, but it'll save me the time and hassle of trying make my own...thanks
Posted by: Racer Chris Nov 10 2005, 11:48 PM
| QUOTE (Mueller @ Nov 10 2005, 10:25 PM) |
| didn't want to spend 21 bucks, but it'll save me the time and hassle of trying make my own...thanks |
Buying one from Burns will be about the cheapest way to get one of those. I don't think you can roll something like that in a slip roller - the id is too small.
I have a taper mandrel for my stub pipes but it only goes from 1 1/2" up to 1 3/4". It takes a lot of pressure to push the mandrel into a piece of .065" wall SS tubing.
Posted by: bhfast Nov 11 2005, 11:02 AM
mike, what turbo are you using
B
Posted by: fiid Nov 11 2005, 11:14 AM
I think your approach is viable apart from the shaping side. I bet you can buy something that will save you the effort though.
One place where you will need to do this is on the output of the turbo. Ideally you are going to want quite a large pipe on the turbo output and then taper down to your output pipe size. This helps create turbulent flow - which is good (according to the turbo book I have  ).
).
BTW - if anyone wants to do a turbo project I have 3 turbos at home that would be suitable for a 914 motor.
Fiid.
Posted by: Hydra Nov 11 2005, 11:25 AM
| QUOTE (jd74914 @ Nov 11 2005, 03:24 AM) |
| You could weld the flange onto that piece wouldn't loosing an inch actually force the gases into the turbo at a higher pressure so it would spool better? |
Turbodynamics laws say that if you taper it, it would actually have a HIGHER velocity but a LOWER pressure, bernoully's law IIRC. but i hink a turbo needs higher gas velocity and not pressure... right?
Posted by: Mueller Nov 11 2005, 11:36 AM
| QUOTE (bhfast @ Nov 11 2005, 10:02 AM) |
| mike, what turbo are you using B |
It is a stock replacement turbo from a Mitsubishi GT3000/Dodge Stealth Twin Turbo V6
Since I have 2 turbos, I am making 2 of everything with hopes this works pretty well and some other sucker, err I mean 914 person* would want to purchase the other one as a Mickey Mouse Engineering kit


*it'll offered to a members son here 1st since his dad is helping with the laser cutting of some of the parts.....
Posted by: bhfast Nov 11 2005, 11:44 AM
are you just plugging the water cooled veins to the bearing section, using oil only? or using some kind of water cooling for the turbos also. I working on a twin turbo six set-up, and have not figured out if I will run extra cooling yet. I'm looking at those stealth turbos, as well as garrett gt15 and kkk ko3's. money will probably be the determining factor.
B
Posted by: kwales Nov 12 2005, 10:58 AM
Done a lot of stamping of parts in my day....
So I will modify the cylinder forming process that I am familiar with......
For a cylinder, what you want to do is to form the sheet metal as a pair of side by side half cylinders in a kind of rounded "W" shape...... ( or for a better visual, a nicely filled bra profile shape.....)
Place the part on a flat surface ("W" orientation)and spank the center peak of the "W" with a long blade tool and the half rounds fold inward to form a cylinder with a small gap where they touch the tool....
Remove the tool, pinch closed, weld the seam and you are done....
They make connectors and tubing and a lot of things this way....
For a cone, the easiest tools would be to machine a male cone with the inner dimensions, and a single female half trough with the outer dimensions. Put the two tools together and there is clearance for the sheetmetal...
Form 1/2 of the tapered cylinder into the sheet metal, move the v- shape over and form the second half of the taper (into a "w" shape).... Spank the center peak to form inward and voila! a cone....
Or, the big guys would make a "W" male tool and a "W" female tool and form both half cones in one (or 2) hits.... Needs more pressure that way.....
Then they would spank the peak to close the cone....
Ah,,,, Progressive die parts, big magic...
For a handfull of parts, might want to consider thick concrete as a male and female die (good in compression, easy to cast more tools).... Make extra length on the sheet metal blank, (longer circumference) so it forms a rounded W with the outer legs longer than the inner.... Belt sand extra material to equal length legs on the W before spanking....
Prolly more than you ever wanted to know....
Ken
Posted by: rdauenhauer Nov 12 2005, 11:09 AM
Mike why go to the trouble, you can get an assortment of theses taperd tubes from Motor cycle parts suppliers. Its used for custom fabbing 2-stroke exspansion chambers.
Posted by: Verruckt Nov 12 2005, 11:21 AM
I was thinking you could turn a wood post to use, but making a female part I could see would also be helpful to get it smooth. That is, if you don't mind cleaning up wood shavings off your lathe.
Posted by: andys Nov 12 2005, 12:21 PM
Start on page 153 on McMaster-Carr's site. These happent to be stainless fittings, but they list tapered reducers. I didn't take the time to search the page, but they are available in carbon steel as well.
The motorcycle tapered cones used to fabricate expansion chambers (I built many) can be spec'd out and purchased from AirCone in Las Vegas. Word of caution: Avoid building your turbo system from thin wall carbon steel tube......it will crack. Either use heavy wall like weldable steam pipe (works out very nicely and also available at McM-C), or go with stainless....321 is best ($$), but a lower series like 304 is fine for most applications.
Andys
Posted by: Mueller Nov 12 2005, 01:16 PM
Thanks Andy.....Looks like Burns has the 321 and that I should be okay to weld it to my mild steel flanges since I can weld the flanges to the OD of the tube to protect it somewhat.
Mark, here is an interesting article to read...
http://www.burnsstainless.com/TechArticles/Construction/construction.html
Posted by: Racer Chris Nov 12 2005, 03:07 PM
I have some heavy wall (1") 3" OD tube that you could turn on a lathe. 
Posted by: kwales Nov 12 2005, 07:43 PM
Nother way....
Some steel tubing is made from a flat strip spiraled around a cylindrical mandrel and welded along the seam....
Not sure if it would work for the cone.....
Get a paper cone, a straight strip of paper to wrap around the cone and see....
Ken
Posted by: TimT Nov 12 2005, 09:14 PM
Just buy the $21 piece from Burns, and cut to fit... and you get the benefit of having a leftover that will be useful someday on another project..
Posted by: Aaron Cox Nov 12 2005, 09:17 PM
| QUOTE (TimT @ Nov 12 2005, 08:14 PM) |
| Just buy the $21 piece from Burns, and cut to fit... and you get the benefit of having a leftover that will be useful someday on another project.. |
word!

Posted by: bernbomb914 Nov 13 2005, 12:27 PM
Summit has a selection of tapered pipe for exhast pipe in there catalog
Bernie
Posted by: Dr. Roger Nov 13 2005, 01:53 PM
| QUOTE (bernbomb914 @ Nov 13 2005, 11:27 AM) |
| Summit has a selection of tapered pipe for exhast pipe in there catalog Bernie |
that's what i was thinking also.
exhaust reducers are a dime a dozen and like it was stated above, you can cut the pipe at exactly the reduced diameter you need. tapered smoothly. cheap and right size. even mild steel to match your flanges. kragen even has 'em.
great idea mike. guess the dyno experience got u thinking of the turbo solution???

Powered by Invision Power Board (http://www.invisionboard.com)
© Invision Power Services (http://www.invisionpower.com)