Printable Version of Topic
Click here to view this topic in its original format
914World.com _ 914World Garage _ Trailing arm disassembly
Posted by: Wilhelm Nov 14 2007, 05:52 PM
I always hate beating on crap till it comes apart, though I've certainly been guilty of this too many times to count. So... I made a little press plate to make this a less violent procedure and the hub and bearing came out smoothly. The bearing came out nicely and I can't detect any roughness in it opon rotation as opposed to the uniform destruction of them I acheived with beating them out with a BFH.
This is the press plate cut out of 3/4" 6X8 flat plate in under 30 minutes on an old fasion mill, though you could do this with a torch and grinder, a plasma or a holesaw or jigsaw with some patience. In retrospect 1/2" plate would have been more than adequate, but this is what I had.
By placing 2 of the 4 flats of the bearing housing into the press plate, the hub is held perpendicular to the press and the hub is free to drop out. On top I used a socket as an extension of the press to push the hub though the bearing. Bonus..... did not destroy my extension by beating on it with the BFH.
Finally the bearing retainer plate is removed and the bearing is pressed out with an even bigger socket. 
Posted by: URY914 Nov 14 2007, 07:14 PM
Wow, that is sweet. Nice work.
Posted by: woobn8r Nov 15 2007, 09:15 AM
Gud WERK!...no good deed goes unpunished so....
How'd ya like to make some of dem fur sale to US (the 914 faithful)...
I think if we shared yours the wait list would go forever....
Posted by: bbrown Nov 15 2007, 10:30 AM
Not made in China!
Posted by: Wilhelm Mar 1 2008, 08:43 PM
Now that the weather has warmed up and I can stand to be out in my ice cold shop and I'm over the flu I finally decided to make a better rear flange and bearing puller. This one can be used on the car or in a press. I've taken about 5 pairs of trailing arms apart with this and didn't have to beat on anything with the BFH. Nothing is high tech although access to a lathe can make the punch shaft fit better. The body of the jig is 2 pieces of .5" by 4" by 8" plate, one of which I milled out (thought could use a jig saw and grinder) a recess to mate with the flats just under the bearing retainer. 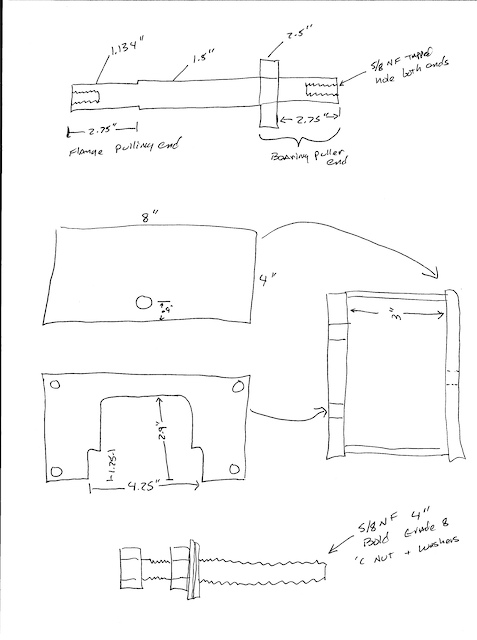
The drawing
The parts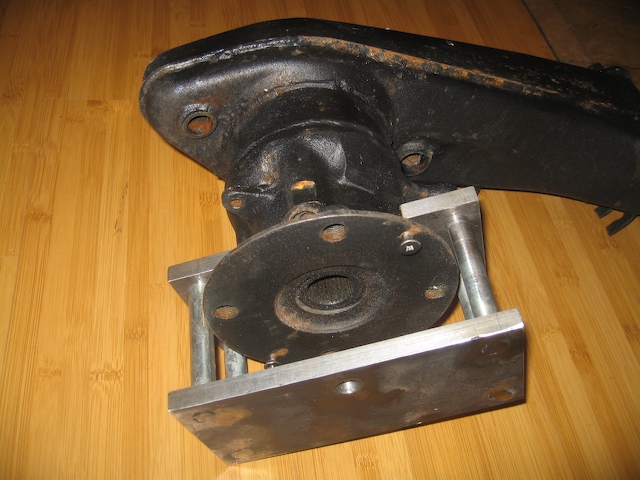
The jig attached to the trailing arm
Give me a minute and I'll post the rest of the pics.
Posted by: Wilhelm Mar 1 2008, 08:46 PM
More puller stuff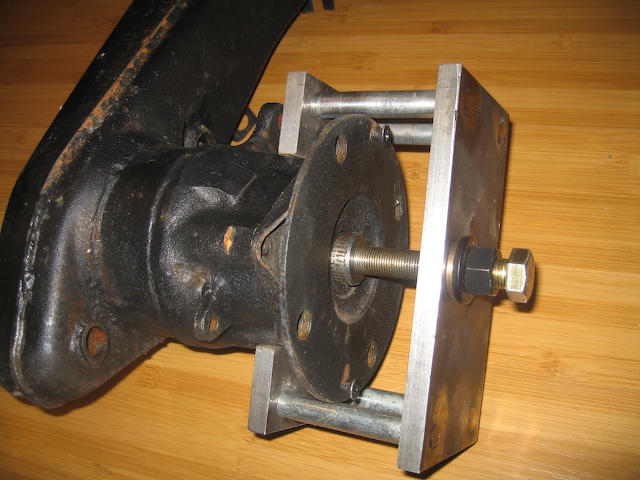
The puller shaft is pushed in through back of flange and bolt threaded into end of it.
Nut is tightened down and pulls out shaft and flange.
Posted by: Wilhelm Mar 1 2008, 08:49 PM

After flange is out, the bearing retainer plate is removed, the shaft is reversed and the big end will pull out the bearing.
Posted by: Wilhelm Mar 1 2008, 08:52 PM
Don't tell the wife I did this on her kitchen floor, she will give me a dirty look..... Most of the time this rig pulls the bearing out in a non-destructive manner. In this case, the inner bearing race was rusted to the flange and pulled the bearing apart. The biggest advantage this puller has over my first generation puller (at beginning of this thread) is that it can be used while on the vehicle and it indexes with the hub and thus isn't wobbly and thus much easier to use.
Posted by: davep Mar 2 2008, 08:08 AM
Very nice! Longer pins required if you have a 914/6 hub with studs.
Posted by: Wilhelm Mar 2 2008, 08:40 AM

Very nice! Longer pins required if you have a 914/6 hub with studs.
A 914/6 hub is the same length, isn't it?, though a 911 hub would be only 5mm longer and would still work with this. With pressed or welded in studs you have a good point about needing more space between the plates. I came up with these dimension as everything I was pulling apart had no studs and also the longest fully threaded 5/8 NF bolt I could find (mcmaster.com) for the puller bolt was 4 only inches.
Posted by: davep Mar 2 2008, 09:46 AM
You could use NC thread and use threaded rod stock for any desired length.
Posted by: Wilhelm Mar 3 2008, 12:27 AM
You could use NC thread and use threaded rod stock for any desired length.
Ah! I thought about that, but noticed most gear and harmonic balancer pullers used NF rather then NC threads. This make sense as the "ramp" of a NF thread is lower and hence gives you more pull per input torque applied and thought this is why NF was typically chosen for puller bolts. I suppose I could thread some drill rod in NF thread and harden it later to make it wear better. If I keep screwin' around with stuff like this, I'll never actually get a chance to work on my car.
Posted by: Eric_Shea Mar 6 2008, 10:10 PM
There was a "very" cool package at the front door. When all the arms make it back from the powdercoaters I'll have 12 bearings to pull.
"Perfect Timing"!
I'll post some results. Awesome!! 
Posted by: So.Cal.914 Mar 6 2008, 10:17 PM
Great idea. 
Posted by: charliew Mar 7 2008, 09:52 AM
Wilhelm very nice, Thanks for the deminsions. The overall length of the shaft appears to be about 10 inches.(my girlfriends estimation) I'm guessing only the distance from the hub side of the collar is whats important though and the 2.75 x 1.134 step on the other end. I printed all of the pictures for reference for when I get to this. Also I may be able to "borrow a puller bolt from one of my other pullers" to save looking for a long bolt.
Thanks for the prototype. The 914 guys close around you are lucky to have you.
I think I will use the first plate idea and split it and weld a threaded tube in the middle and then the flange studs won't be a problem.
Charliew
Powered by Invision Power Board (http://www.invisionboard.com)
© Invision Power Services (http://www.invisionpower.com)