Printable Version of Topic
Click here to view this topic in its original format
914World.com _ 914World Garage _ FYI: Some welding tips Car related
Posted by: rick 918-S Apr 13 2008, 10:54 PM
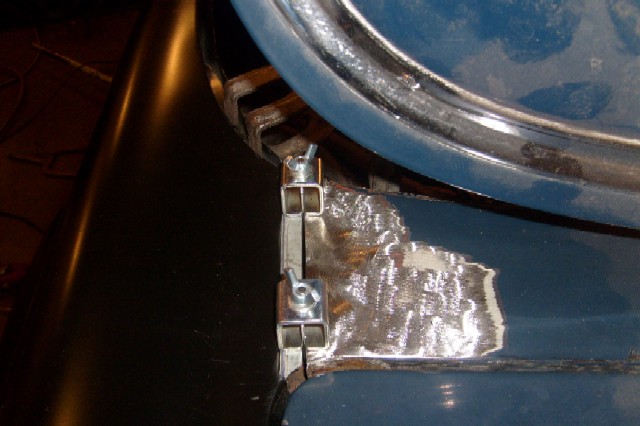
Lots of you guys will know this stuff but some may find it helpful. Here are a couple of photos of a Mercedes I'm working on for a friend. This car was butched back in the 70's. I'm trying to put it back together. All the spot weld flanges are damaged with brazing. The brass needs to be removed and replaced with steel so I can spot weld the car back together.
Some of the flanges are good for the most part, So I'm not cutting them off completely and making new ones. Were I can, I use a piece of copper and simply run a couple beads of weld across the copper and then grind/file the weld back to the thickness of the metal.
Your wire feed will actually arc on the copper. So you can even start your arc just off the edge of the metal your repairing and then move into the damaged edge.
This also works good for a backer on small holes. The copper will pull some of the heat out of the weld causing a rapid cooling effect.
A simple source for copper flatbar is soft copper tubing. If you've done any home plumbing repair you probably have a piece of copper tubing under the work bench. Just hammer it flat and your in business.
Attached image(s)

Posted by: rick 918-S Apr 13 2008, 11:03 PM
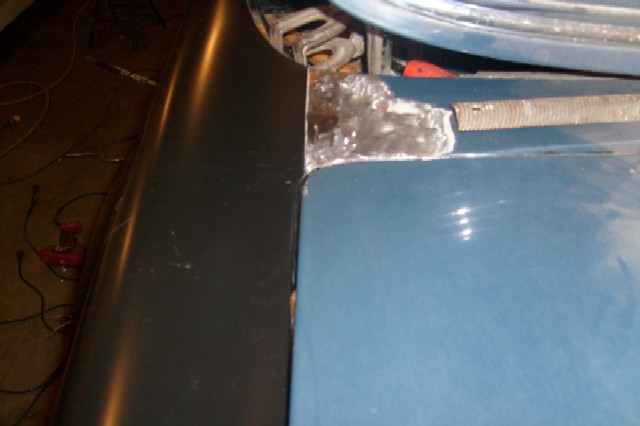
Here's another photo of a repair I had to do. The quarter panel on this car was Brazed to the rear fill panel between the top boot cover and the trunk lid. The brass weld warped the panel bad! There was 1/2" of filler over the repair.
I fit the quarter panel and cut the fill panel back and installed a new attachment for the quarter with a proper step flange. This was butt welded. I used the copper under the weld. It helped draw the heat out and kept the reair area small.
Attached image(s)
Posted by: roadster fan Apr 14 2008, 03:40 PM
Thanks Rick!
Keep the tips coming. As a newbie to welding I appreciate all the advice/technique the pros on this board share. Every chance I get I bust out the Miller and practice but technique like this is born of experience.
Thanks again,
Jim
Posted by: Loser_Cruiser Apr 14 2008, 03:49 PM

I need all the help I can get.lol
Posted by: brer Apr 14 2008, 04:04 PM

Posted by: r_towle Apr 14 2008, 04:07 PM
So,
on butt welds that will show, yet you cannot reach around to hold the copper with a clamp...I was thinking.
Can I magnet the copper on there, magnet to magnet...copper and metal in the middle.
Also, I have been using 18 gauge copper...is that thick enough?
Its not really making life easier...so I thought maybe its either not thick enough, or not firmly attached...
Rich
Posted by: Mark Henry Apr 14 2008, 06:16 PM
Here's a real good MIG welder tip...but not to do with the weld itself.
Dirt can be the killer to a smooth running wire feed, it will also wreck your whip liner.
The simple thing to do is take a small square of cloth, fold it over the wire between the wire reel and the feed tube (roller assy), then tape it loosely.
As the wire feeds it gets cleaned before going through the rollers/liner.
Posted by: sww914 Apr 14 2008, 06:25 PM
My best welding tip for today is buy an auto-darkening helmet. They're pretty cheap now and they make a world of difference, especially when you're welding rusty metal upside-down in the cold with dirt dripping in your ear and oil dripping on your shirt.
Posted by: scotty b Apr 14 2008, 06:28 PM
When tig welding NEVER touch your filler rod to your tungsten .................................................................................................................................................................especially gloveless at 150 amps 
Posted by: jd74914 Apr 14 2008, 09:23 PM
I thought that 90amps hurt with gloves on. 
Posted by: rick 918-S Apr 14 2008, 09:41 PM

So,
on butt welds that will show, yet you cannot reach around to hold the copper with a clamp...I was thinking.
Can I magnet the copper on there, magnet to magnet...copper and metal in the middle.
Also, I have been using 18 gauge copper...is that thick enough?
Its not really making life easier...so I thought maybe its either not thick enough, or not firmly attached...
Rich
Rich, I like 3/4 " copper tubing. I just cut a length off what ever I think I'll need, hammer it out flat. I would say it's at least 40 ga. because it's double thick. It's rigid enough to clamp and soft enough to trim with a tin snip if you need to notch it out around something.
I would think your 18 ga would try to distort as it pulls the heat way. This would open a gap and allow the metal to drop away. Just a guess.
I've never tried magnets. They would have to be powerful.
You could always use a couple of kleco's or 1/8" sheet metal screws to hold the copper backer in place. Then all you would have left is a couple plug welds when the seam was finished.
You could run the kleco's or sheet metal screws down the seam through the copper backer.
There's some good ideas here, specially scotty b!

Keep them coming!

Posted by: rick 918-S Apr 14 2008, 10:06 PM
I have a couple fusion welders. One I purchased from Harbor Freight. I use it for doing sub-assemblies. Like this. The second photo is really pushing the welder to it's maximum. The is a rail clamshell. The metal is like 14-16 ga... I'm adding and hiding mig plug welds as a safety. The end results must look factory.
Attached image(s)
Posted by: thesey914 Apr 15 2008, 06:56 AM
Thanks for the tip Rick - I could've used that a few times. How do you tell if your spot welds are good? cut one out and inspect for penetration?
Posted by: rick 918-S Apr 15 2008, 06:48 PM
Thanks for the tip Rick - I could've used that a few times. How do you tell if your spot welds are good? cut one out and inspect for penetration?




I was just having that conversation with the owner. I ran a destructive test on some heavy gauge steel. The welder with clean tips would take 3-5 seconds to get a good spot. I could only weld about 12" before the spotter was really hot. I would let it cool down for about an hour, clean the tips and start again. I added a 1/4" plug weld with the mig about every 18", used the copper backer and ground it flush. Then put the spot welder over the plug weld and camoflaged it. For this car it's all about the look of the factory. There will be plenty of places where were not concerned about perfect replication but the obvious stuff were spending the time on.
Posted by: Gint Jan 3 2009, 07:54 AM
With all of the talented welders we have on this site I'm surprised this thread didn't get more input. It has the potential for a classic thread.
At the very least it deserves a... ![]()
Posted by: rick 918-S Jan 3 2009, 07:51 PM
Thanks Mikey! 
Here's another Tip:
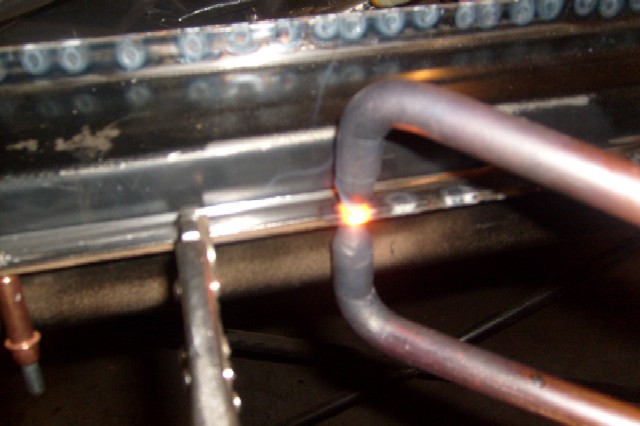
You can make your own anti-sway bars using 4130 thin wall tubing. I did quite a bit of reading about welding the stuff. Lots of guys are tig welding this type of tubing, but the experimental air plane builders are convinced the best method is to gas weld it. And it passes the FAA certification. So if it's good enough for the FAA it's good enough for the Alien. The tig weld looks really nice but cools too quick causing the weld to become brittle. Gas welding will expand the heat out into the tubing a little further and you can control cooling with the torch. Here's a project I have been working on for a while. I hope to have my front and rear bars installed this spring.
Here's the piece tacked in place. Notice I wire brushed the tubing to clean it. Also I chamfered the tube for maximum penetration.
Here I'm welding the 90 deg fitting to the arm while it is clamped in a fixture. The fitting will slide onto the cross bar and get a grade 8 through bolt to secure it.
Here's the bar as it is now. I need to finish this project.
Posted by: 914Subaru Mar 13 2010, 10:28 PM
Any recommendations on how to weld the roof I am working on. I used a rear trunk lid (backwards) as it has a nice curve to it but I didn't have anyway to form the ends as one piece so I made them separate. Now I fear what is going to happen once I start welding (I will remove the paint first). I can tig or mig but was wondering if I should get a spot welder for along the door sills and across the back and tig weld across the front?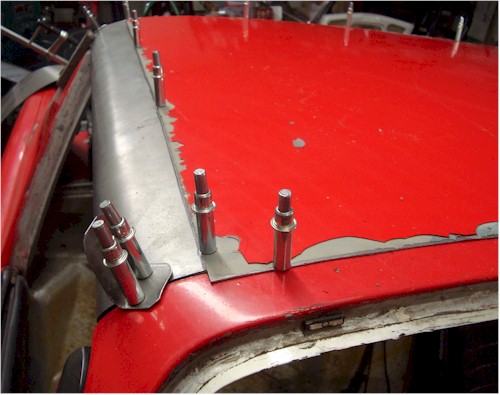
Posted by: Porcharu Mar 14 2010, 12:17 AM
I thought that 90amps hurt with gloves on.
Try 250 amps (11 on my welder) for an hour or so - gives you a real appreciation of what 'real weldors' that do this type of work all day.
Steve
Posted by: Porcharu Mar 14 2010, 12:24 AM
Thanks Mikey!
Here's another Tip:
You can make your own anti-sway bars using 4130 thin wall tubing. I did quite a bit of reading about welding the stuff. Lots of guys are tig welding this type of tubing, but the experimental air plane builders are convinced the best method is to gas weld it. And it passes the FAA certification. So if it's good enough for the FAA it's good enough for the Alien. The tig weld looks really nice but cools too quick causing the weld to become brittle. Gas welding will expand the heat out into the tubing a little further and you can control cooling with the torch. Here's a project I have been working on for a while. I hope to have my front and rear bars installed this spring.
Here's the piece tacked in place. Notice I wire brushed the tubing to clean it. Also I chamfered the tube for maximum penetration.
4130 was originally made to be gas welded. I am pretty sure all P-51's were gas welded. Thin tubing is a great use of gas welding - it is not obsolete and should not be discarded as a welding method. I plan to gas weld my steel flares.
Steve
Here I'm welding the 90 deg fitting to the arm while it is clamped in a fixture. The fitting will slide onto the cross bar and get a grade 8 through bolt to secure it.
Here's the bar as it is now. I need to finish this project.
Posted by: rick 918-S Mar 14 2010, 02:15 AM
Any recommendations on how to weld the roof I am working on. I used a rear trunk lid (backwards) as it has a nice curve to it but I didn't have anyway to form the ends as one piece so I made them separate. Now I fear what is going to happen once I start welding (I will remove the paint first). I can tig or mig but was wondering if I should get a spot welder for along the door sills and across the back and tig weld across the front?
Flange the roof skin, overlap the side peices. Weld slow with lots of clamps. Weld, tap, tap, tap, to relieve stress. The flange will help to stiffen the panel and reduce any possible warpage.
Put a 90 deg flange pointing down on the front edge of the new top panel and seam weld the roof panel to the windsheild frame. Same thing,weld,tap,tap,tap to revieve stress and put the metal where it belongs.
Powered by Invision Power Board (http://www.invisionboard.com)
© Invision Power Services (http://www.invisionpower.com)