|
|
|
Porsche, and the Porsche crest are registered trademarks of Dr. Ing. h.c. F. Porsche AG.
This site is not affiliated with Porsche in any way. Its only purpose is to provide an online forum for car enthusiasts. All other trademarks are property of their respective owners. |
|
|

  |

| obscurity |
 Apr 18 2007, 06:59 PM Apr 18 2007, 06:59 PM
Post
#1
|
|
Member  Group: Members Posts: 412 Joined: 24-February 06 From: Atlanta ,GA Member No.: 5,628 Region Association: South East States |
Just trying to improve my welding before I tackle the car and I had a few questions.
1. what do you think? I know it is pretty messy but it is a world apart from where I started. 2. Once you have blown a hole in the metal how do you go about filling it? I have tried "stitching" across the hole but all I seem to do is move the hole around (fill one area and make more hole in another. It seems this will become a critical skill when I get to the car and the new piece doesn't fit perfectly. I'll need to fill some gaps 3. What are the little pock morks on the top of each weld? Is it to be expected from metal shrinking or should I adjust my technique. this is both sides of the same weld.  I should mention that I am using a Lincoln Electric (HD special) Mig welder with 75%Ar/25%CO2 gas Thanks for any pointers, John |
   |

 
|
| Andyrew |
Apr 18 2007, 07:06 PM
Post
#2
|
|
Spooling.... Please wait Group: Members Posts: 13,380 Joined: 20-January 03 From: Riverbank, Ca Member No.: 172 Region Association: Northern California |
YOu need a copper block or brass or even aluminum. Put it behind the hole and it'll help you fill in the hole.
Also turn down your voltage when your filling in holes. Another trick is to "isolate" the hole. weld around the hole so you have fresh metal your welding onto to fill.. Hard to describe.. Your welds seem to have great, if not too good of penetration. Try turning down your wire speed and voltage a tad. Your throwing a lot of heat into that metal. Which is fine for structural, but it could warp pannels Pock marks are air bubbles.. from impurities or inconsistant flow of gas. There just standard with welding spot welds. |
|
|
|
| scotty b |
Apr 18 2007, 07:18 PM
Post
#3
|
|
rust free you say ? Group: Members Posts: 16,375 Joined: 7-January 05 From: richmond, Va. Member No.: 3,419 Region Association: None |
First off let the metal cool COMPLETELY before trying to fill in the hole. Trying to fill in a "hott" hole will only make it werse. Secondly I don't care for the weld around the hole method as you are heating up the surrounding metal. It werks I just don't like it. I will add my "filling" welds to the existing weld, that way the previous weld takes the heat, that allows you to melt into the hole. I don't have any pics handy but basically position your wire in the center of a previous weld, as the arc begins let it melt into the olod weld a bit then slightly pull into the hole. You will get a "C" shaped weld that will be strong and won't warp the surrounding metal as bad. I actually took some pics of this method the other day at werk to post here but my camera is in the car right now.
|
|
|
|
| scotty b |
Apr 18 2007, 07:28 PM
Post
#4
|
|
rust free you say ? Group: Members Posts: 16,375 Joined: 7-January 05 From: richmond, Va. Member No.: 3,419 Region Association: None |
Something else to note. You will be best off NOT to butt the pieces flush against one another. As you weld the pieces will expand from the heat and will actually buckle. A good judge is to keep a space equal to the wire you are using. I.E. if you are using .023 wire, keep a .023 gap between the panels.
Here is a patch I put in a Barracuda. The cut on the right was an initial cut I decided to change. That is where I show how to fill in a gap. Attached image(s)   
|
|
|
|
| scotty b |
Apr 18 2007, 07:30 PM
Post
#5
|
|
rust free you say ? Group: Members Posts: 16,375 Joined: 7-January 05 From: richmond, Va. Member No.: 3,419 Region Association: None |
Well this poisses me off because the pic came out pretty crappy but I think you can tell what's going on. Like I said keep the electrode in the center of the previous weld and let it melt in.
Attached image(s)   
|
|
|
|
| scotty b |
Apr 18 2007, 07:32 PM
Post
#6
|
|
rust free you say ? Group: Members Posts: 16,375 Joined: 7-January 05 From: richmond, Va. Member No.: 3,419 Region Association: None |
after the wleding I knock the tops off with my cut off tool then die grind with 36 grit
Attached image(s)  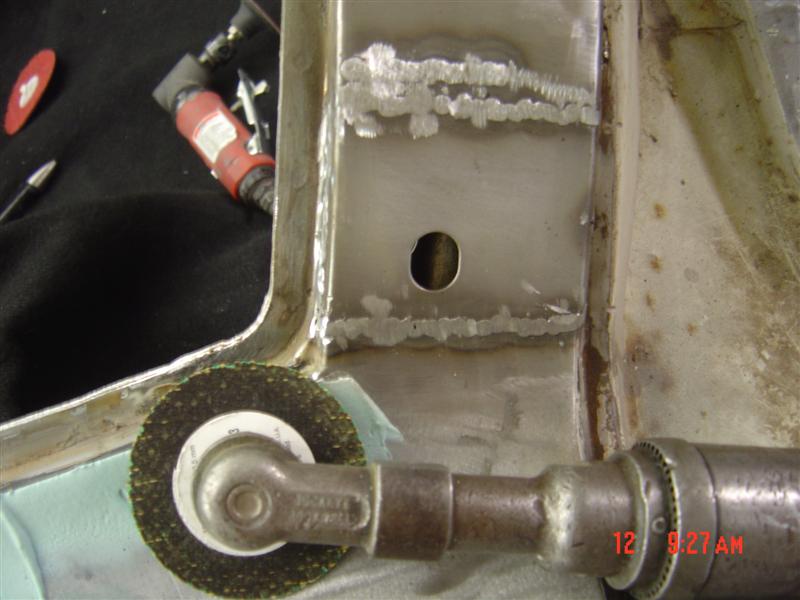  
|
|
|
|
| scotty b |
Apr 18 2007, 07:36 PM
Post
#7
|
|
rust free you say ? Group: Members Posts: 16,375 Joined: 7-January 05 From: richmond, Va. Member No.: 3,419 Region Association: None |
You can also tell how little heat I allowed to build up by how close I was to the bondo and it never discolored or lifted ! Be patient !! Get the metal to hot and it WILL warp and it WILL burn through
|
|
|
|
| SGB |
Apr 18 2007, 08:57 PM
Post
#8
|
|
just visiting Group: Members Posts: 4,086 Joined: 8-March 03 From: Huntsville, AL Member No.: 404 Region Association: South East States |
Thanks for the info. Very nice work. I appreciate your taking the effort to photograph it and post it here. My welding skills are sub-newbie, so I can really utilize expert (hell, ANY) advice.
|
|
|
|
| sww914 |
Apr 18 2007, 09:07 PM
Post
#9
|
|
Advanced Member Group: Members Posts: 2,439 Joined: 4-June 06 Member No.: 6,146 Region Association: None |
If you're welding outer body panels, weld 1/4" and then use a blower to cool the metal, do another 1/4" and cool again, otherwise you may warp the #^%& out of it.
|
|
|
|
| obscurity |
Apr 18 2007, 09:27 PM
Post
#10
|
|
Member Group: Members Posts: 412 Joined: 24-February 06 From: Atlanta ,GA Member No.: 5,628 Region Association: South East States |
Thanks for all the replies. tomorrow I will try to weld with a little more gap and play with the voltage.
I will try to update with some progress (if I make any) Thanks again! John |
|
|
|
| r_towle |
Apr 18 2007, 10:39 PM
Post
#11
|
|
Custom Member Group: Members Posts: 24,705 Joined: 9-January 03 From: Taxachusetts Member No.: 124 Region Association: North East States |
Turn your voltage down and wire speed down.
Now you can move slower. When you can draw a bead accros the piece, your there.. Think of it like caulking...you want to be able to have one single weld and be able to drag it like a string... You need to move your hand slower, and at the current voltage, you will burn through. Rich |
|
|
|
| obscurity |
Apr 29 2007, 03:47 PM
Post
#12
|
|
Member Group: Members Posts: 412 Joined: 24-February 06 From: Atlanta ,GA Member No.: 5,628 Region Association: South East States |
Well I practiced a little more today and this is what I got...
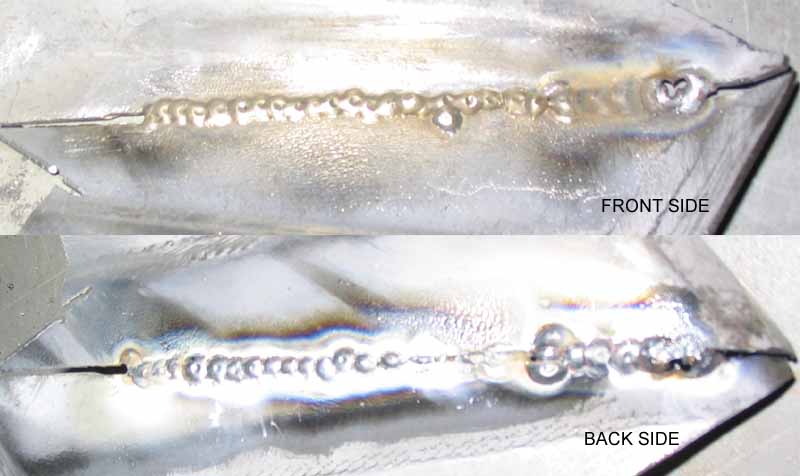
 This is still using a spot technique on my welder (Lincoln weldpak 100) the settings are B-3.5. I still need to take one more pass to fill in the holes that are left. Overall I am pretty happy with it but I am concerned to the amount of penetration. I will be doing the long in the engine compartment so I am very concerned with strength. 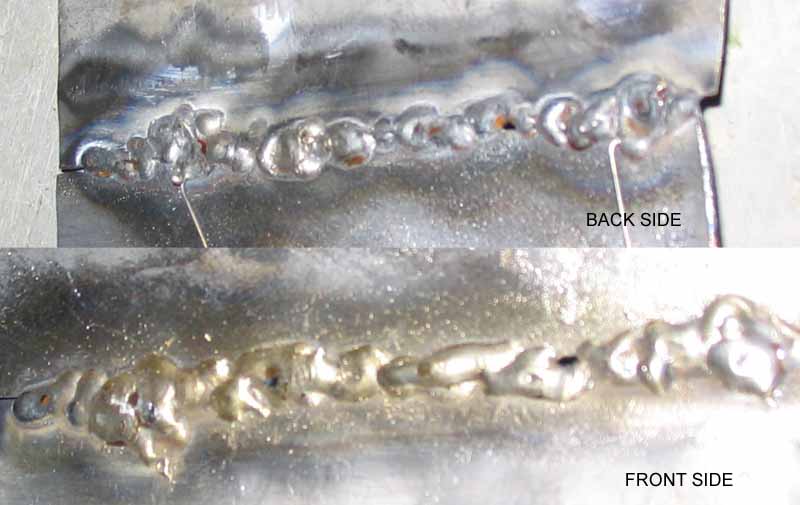 This one is trying to do a series of seams. It is still very ugly. I had a tendancy to burn though periodically and had to stop and fill the holes. The settings are A-3. Scotty, I'm not sure I followed your advice closely enough I think I may go out and give it another try. Anymore other pointers appreciated, John |
|
|
|
| obscurity |
Apr 29 2007, 04:40 PM
Post
#13
|
|
Member Group: Members Posts: 412 Joined: 24-February 06 From: Atlanta ,GA Member No.: 5,628 Region Association: South East States |
 How about this one? Things went a little off the rails there at the end but nothing a little grind and rework wouldn't fix. John W |
|
|
|
| IronHillRestorations |
Apr 29 2007, 06:40 PM
Post
#14
|
|
I. I. R. C. Group: Members Posts: 6,926 Joined: 18-March 03 From: West TN Member No.: 439 Region Association: None |
It's all about developing your technique.
More practice! About three more hours, at least. Until you can make better looking welds, you don't need to touch your car with it. You want better looking welds with good penetration, but not too much to grind off. It looks to me like you've got the wire feed speed too high, which makes for a bigger bead. This will help prevent blowing through, but aslo alot of grinding, and less penetration. You want to melt the two pieces of metal together with as little bead as possible, with the least amount of warpage. Simple right? That's why the three hours of practice. When I took a TIG welding class, all I did for the first twelve hours was make surface beads. That's it for twelve hours. I'm pretty good with a MIG too. You are using a real MIG with gas right? No gas, it's not MIG. |
|
|
|
| obscurity |
Apr 29 2007, 06:54 PM
Post
#15
|
|
Member Group: Members Posts: 412 Joined: 24-February 06 From: Atlanta ,GA Member No.: 5,628 Region Association: South East States |
QUOTE(9146986 @ Apr 29 2007, 08:40 PM)  It's all about developing your technique. More practice! About three more hours, at least. Until you can make better looking welds, you don't need to touch your car with it. You want better looking welds with good penetration, but not too much to grind off. It looks to me like you've got the wire feed speed too high, which makes for a bigger bead. This will help prevent blowing through, but aslo alot of grinding, and less penetration. You want to melt the two pieces of metal together with as little bead as possible, with the least amount of warpage. Simple right? That's why the three hours of practice. When I took a TIG welding class, all I did for the first twelve hours was make surface beads. That's it for twelve hours. I'm pretty good with a MIG too. You are using a real MIG with gas right? No gas, it's not MIG. Yes it is MIG with Argon/CO2 mix I was pretty happy with this section. I thought the penetration was pretty good. You don't think so huh? 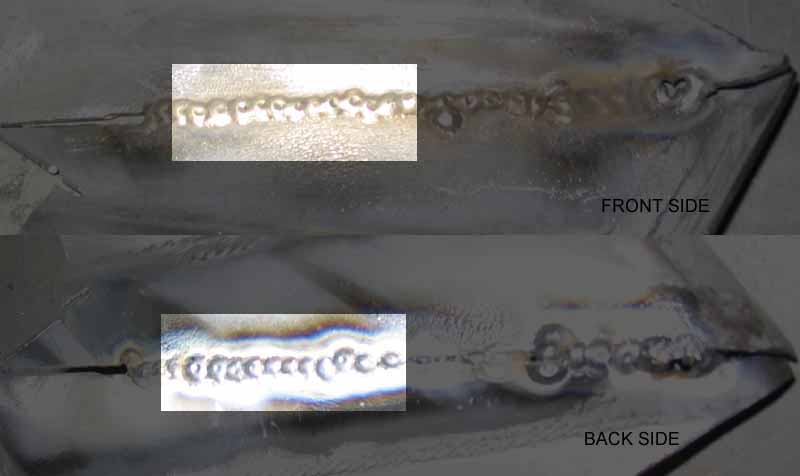 The rest is definitely crap and is the result of burning through and then trying to fix it without grinding the high spots off first. I suppose I should try moving the amperage down to "A" and slowing the wire speed down a little more. I don't think I can turn the wire speed down at the higher amp setting and not burn through every time. I suppose I am just getting impatient. Thanks for the input, John |
|
|
|
| JPB |
Apr 29 2007, 07:21 PM
Post
#16
|
|
The Crimson Rocket smiles in your general direction. Group: Members Posts: 2,927 Joined: 12-November 05 From: Tapmahamock, Va. Member No.: 5,107 |
MIG welding sheet metal is a PITA and you should be proud of what ya did. Looks good. I don't know what size wire you are using but .02X wire would be the best. I like ceramic on the back side and they make some that is adhesive on one side. Its a row of small 1X1 blocks and works pretty good. Remember, less weld you deposit, less weld to remove and makes less extra heat to the sheet metal which makes less warpage. When all else fails, BONDO! (IMG:style_emoticons/default/beer.gif)
Now if it was me, I'd prefer fusion welding it by TIG (IMG:style_emoticons/default/clap56.gif) |
|
|
|
| Spoke |
Apr 29 2007, 07:30 PM
Post
#17
|
|
Jerry Group: Members Posts: 7,370 Joined: 29-October 04 From: Allentown, PA Member No.: 3,031 Region Association: None |
Your welds look pretty good to me. Then again, I suck at welding but it sure is fun.
Check out this nightmare. Luckily, after some grinding it didn't look too bad and a bit of bondo covered everything up. Attached image(s) 
|
|
|
|
| JPB |
Apr 29 2007, 07:39 PM
Post
#18
|
|
The Crimson Rocket smiles in your general direction. Group: Members Posts: 2,927 Joined: 12-November 05 From: Tapmahamock, Va. Member No.: 5,107 |
HOLLY SREAMING BLOOD AND GUTS!!!! Freaking great, graphic and gorry looking resurrection. That is one HELL of a shot bro. Looks like an autopsy from fangoria. Good job! (IMG:style_emoticons/default/beer.gif)
|
|
|
|
| bigkensteele |
Apr 29 2007, 08:26 PM
Post
#19
|
|
Major Member Group: Members Posts: 2,200 Joined: 30-August 04 From: Cincinnati, OH Member No.: 2,660 Region Association: South East States |
You are already better than me, but I will go ahead and throw in my $.02.
I was doing some heavier gauge stuff - wrought iron railing for my deck, and my welds had gone to hell in a handbasket. Turns out my tank was empty, even though my gauge still showed pressure. You should keep a good eye on the tank. Any pointers out there on how to tell when you need a refill of gas? |
|
|
|
| John |
Apr 29 2007, 08:47 PM
Post
#20
|
|
member? what's a member? Group: Members Posts: 3,393 Joined: 30-January 04 From: Evansville, IN (SIRPCA) Member No.: 1,615 Region Association: None |
QUOTE(bigkensteele @ Apr 29 2007, 06:26 PM) You are already better than me, but I will go ahead and throw in my $.02. I was doing some heavier gauge stuff - wrought iron railing for my deck, and my welds had gone to hell in a handbasket. Turns out my tank was empty, even though my gauge still showed pressure. You should keep a good eye on the tank. Any pointers out there on how to tell when you need a refill of gas? I change out my bottle when I run out of gas (no pressure on the gauge). Do yourself a favor and buy a real regulator next time you are in the welding supply store. It will pay for itself fairly quickly. My original regulator (non adjustable) wasted lots of gas before I found out about adjustable flow rate regulators. I run fairly low flow rate. (just enough to keep good looking welds) I weld where there is little or no breeze so I can get away with doing that. My bottles last much longer now. YMMV just my $0.02 |
|
|
|
|
1 User(s) are reading this topic (1 Guests and 0 Anonymous Users)
0 Members:

|
Lo-Fi Version | Time is now: 2nd April 2026 - 11:07 AM |
Invision Power Board
v9.1.4 © 2026 IPS, Inc.