|
|
|
Porsche, and the Porsche crest are registered trademarks of Dr. Ing. h.c. F. Porsche AG.
This site is not affiliated with Porsche in any way. Its only purpose is to provide an online forum for car enthusiasts. All other trademarks are property of their respective owners. |
|
|


| 3d914 |
 Nov 6 2016, 12:26 PM Nov 6 2016, 12:26 PM
Post
#1
|
|
Senior Member  Group: Members Posts: 1,275 Joined: 24-September 03 From: Benson, AZ Member No.: 1,191 Region Association: Southwest Region |
Working on the support frame for my trunk lid so it opens from the back instead of the front. I'm planning on using 14ga steel, but may need to go to 16ga if I can't find a tool for this. Preferably I'd like an angled, not flat, flange. Most the hand or pneumatic tools out there only do a flat flange for like an overlap weld joint. Anyone seen or used a hand (pneumatic) tool with something other than a flat flange?
Here's the drawing for the support frame (in orange). They'll plasma cut the pieces for me, so I need to find a method to flange these cutouts that lighten the piece, to add the strength back in. 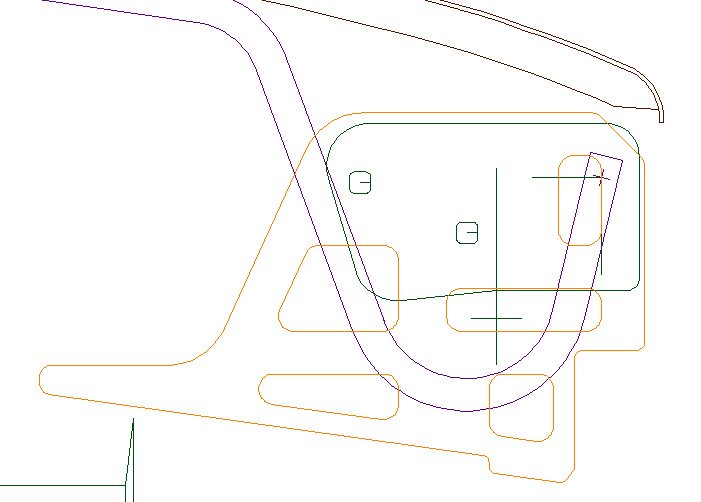 If I can't find a hand tool for this, I'll need to go with a press and some hole flange tools - but those I can add without having these shapes pre-cut.  |
   |

 
|
  |
Replies(1 - 19)
| McMark |
Nov 6 2016, 01:54 PM
Post
#2
|
|
914 Freak! Group: Retired Admin Posts: 20,180 Joined: 13-March 03 From: Grand Rapids, MI Member No.: 419 Region Association: None |
A bead roller might be able to do what you need, but the 'right way' would involve milling special die sets to curve those edges. Super cool, but way too much work for a single use.
You'd have to be really good with a really nice bead roller to flare that. For what you're trying to do, you might look at making wooden bucks and hand hammering the pieces. You could cut the radius into the buck with a router. And you'd probably want a cover/plate/buck to hold most of the material flat and stable while hammering. Here's a crude version of what I'm talking about. https://www.youtube.com/watch?v=1ADjYv8WjgI |
|
|
|
| 3d914 |
Nov 6 2016, 05:59 PM
Post
#3
|
|
Senior Member Group: Members Posts: 1,275 Joined: 24-September 03 From: Benson, AZ Member No.: 1,191 Region Association: Southwest Region |
QUOTE(McMark @ Nov 6 2016, 12:54 PM)  A bead roller might be able to do what you need, but the 'right way' would involve milling special die sets to curve those edges. Super cool, but way too much work for a single use. You'd have to be really good with a really nice bead roller to flare that. For what you're trying to do, you might look at making wooden bucks and hand hammering the pieces. You could cut the radius into the buck with a router. And you'd probably want a cover/plate/buck to hold most of the material flat and stable while hammering. Here's a crude version of what I'm talking about. Mark, I considered that, but the cost of one for just for these two pieces isn't practical. Also, I think a bead roller would have difficulty with these smaller radius corners. I know I didn't put any dimensions on, but it's only about 14 inches across the length. You're suggestion about the wood buck might be a way to go, but again I think the compound small radius' will be a challenge. I'll also have to get some small headed shaping hammers to fit in those radii. With all the pneumatic flange tools out there, you think there'd be one that has an angle flange instead of a flat. |
|
|
|
| dlee6204 |
Nov 6 2016, 06:12 PM
Post
#4
|
|
Howdy Group: Members Posts: 2,162 Joined: 30-April 06 From: Burnsville, NC Member No.: 5,956 |
So what are the internal cutouts for? Weight savings? Could you not create a 90 bent flange on the outer perimeter of the piece for strength and skip internal features? Or just keep with a thicker material for strength?
I'm also have a hard time visualizing this piece and how it'd fasten to the car. |
|
|
|
| 914forme |
Nov 6 2016, 07:00 PM
Post
#5
|
|
Times a wastin', get wrenchin'! Group: Members Posts: 3,899 Joined: 24-July 04 From: Dayton, Ohio Member No.: 2,388 Region Association: None |
Hammer forming them is the best way to do them as a one off item. A palm nailer with a polished carriage bolt will make quick work of these.
Or you can do a similar thing by cutting strips and welding them up, and grinding them down. 14 gauge will take a lot of work. If you do the palm nailer don't forget your hearing protection. (IMG:style_emoticons/default/blink.gif) Your ears will be ringing for days if you don't. |
|
|
|
| mbseto |
Nov 7 2016, 10:45 AM
Post
#6
|
|
Senior Member Group: Members Posts: 1,257 Joined: 6-August 14 From: Cincy Member No.: 17,743 Region Association: North East States |
(IMG:style_emoticons/default/agree.gif)
Hammer form using McMark's wooden buck idea. Lay that piece on a slab of hard maple, trace out the holes, cut or chisel out the holes, radius with a router. You'll have one buck for all the holes. Screw it down to your workbench, clamp the workpiece on it and hammer in the flanges. |
|
|
|
| 914_teener |
Nov 7 2016, 11:01 AM
Post
#7
|
|
914 Guru Group: Members Posts: 5,270 Joined: 31-August 08 From: So. Cal Member No.: 9,489 Region Association: Southern California |
QUOTE(914forme @ Nov 6 2016, 06:00 PM) Hammer forming them is the best way to do them as a one off item. A palm nailer with a polished carriage bolt will make quick work of these. Or you can do a similar thing by cutting strips and welding them up, and grinding them down. 14 gauge will take a lot of work. If you do the palm nailer don't forget your hearing protection. (IMG:style_emoticons/default/blink.gif) Your ears will be ringing for days if you don't. Or you can do a similar thing by cutting strips and welding them up, and grinding them down (IMG:style_emoticons/default/agree.gif) Weld them in and then take a planishing hammer over a dolly to mechanically stress relieve the backside of the weld...then grind it smooth for looks if you wish My 02 cents. |
|
|
|
| Valy |
Nov 7 2016, 11:13 AM
Post
#8
|
|
Senior Member Group: Members Posts: 1,677 Joined: 6-April 10 From: Sunnyvale, CA Member No.: 11,573 Region Association: Northern California |
Not sure how much reinforcing you need but this may do the trick.
http://m.harborfreight.com/air-punch-flange-tool-1110.html |
|
|
|
| McMark |
Nov 7 2016, 11:39 AM
Post
#9
|
|
914 Freak! Group: Retired Admin Posts: 20,180 Joined: 13-March 03 From: Grand Rapids, MI Member No.: 419 Region Association: None |
QUOTE(3d914 @ Nov 6 2016, 06:59 PM) With all the pneumatic flange tools out there, you think there'd be one that has an angle flange instead of a flat. But you're also up against 14g. (IMG:style_emoticons/default/yikes.gif) I've formed a little 16g and it's a major PITA. 14g is even harder. A small pneumatic hand tool just isn't up to that. |
|
|
|
| 914forme |
Nov 7 2016, 01:28 PM
Post
#10
|
|
Times a wastin', get wrenchin'! Group: Members Posts: 3,899 Joined: 24-July 04 From: Dayton, Ohio Member No.: 2,388 Region Association: None |
QUOTE(McMark @ Nov 7 2016, 12:39 PM) QUOTE(3d914 @ Nov 6 2016, 06:59 PM) With all the pneumatic flange tools out there, you think there'd be one that has an angle flange instead of a flat. But you're also up against 14g. (IMG:style_emoticons/default/yikes.gif) I've formed a little 16g and it's a major PITA. 14g is even harder. A small pneumatic hand tool just isn't up to that. Yes 16ga is a pain, but can be done. 14 gauge is just (IMG:style_emoticons/default/screwy.gif) guessing you could add lots of heat, and beat the (IMG:style_emoticons/default/stromberg.gif) out of it, a maple buck just won't hold up to the heat. At that point I would just add a piece of 1/8" around the hole, and mill the it into a flange. Or just weld in a piece of 1/16 rod, close to the same result, and grind in the flange. Or take a piece of 1/8" steel and just mill it to 14 garage where you don.t want or need it to have a flange. You only need to remove 0.05 of an inch to get you close to that 14 gauge mark. It is a little less but what few thousandths amongst friends. You form 14gauge by hand you will have Popeye arms for sure (IMG:style_emoticons/default/smash.gif) I do have a set of punch dies that will do the work on 3/16" plate, but it requires a 20 Ton press to pull it off. So You could make a die to do the job and fit it into a press and do a small section at a time. You will also need one for your radiuses corners. You could get away with two dies that way. Still liking the welded way slap some paint on it nobody will be the wiser. |
|
|
|
| rick 918-S |
Nov 7 2016, 03:51 PM
Post
#11
|
|
Hey nice rack! -Celette Group: Members Posts: 21,282 Joined: 30-December 02 From: Now in Superior WI Member No.: 43 Region Association: Northstar Region |
I think I used Plywood as a buck for this panel. It's been awhile since I made it. I recall cutting out the shape of the high profile and using a broad masons chisel to hammer the low profile into the part. I recall making a sandwich fixture to hold the high line flat. As you can see the part is actually deeper on the long taper then the short taper.
BTW: You would be light years ahead if you sourced a tilt mechanism from a BMW 2002. Someone else on the form used one once and it worked out pretty slick. Attached image(s)    
|
|
|
|
| 914_teener |
Nov 7 2016, 04:21 PM
Post
#12
|
|
914 Guru Group: Members Posts: 5,270 Joined: 31-August 08 From: So. Cal Member No.: 9,489 Region Association: Southern California |
Rick....nice work.
Never forget you and Mark working on Jaimes quarter panel in the parking lot at the WCR. |
|
|
|
| 3d914 |
Nov 14 2016, 07:03 PM
Post
#13
|
|
Senior Member Group: Members Posts: 1,275 Joined: 24-September 03 From: Benson, AZ Member No.: 1,191 Region Association: Southwest Region |
QUOTE(dlee6204 @ Nov 6 2016, 05:12 PM) So what are the internal cutouts for? Weight savings? Could you not create a 90 bent flange on the outer perimeter of the piece for strength and skip internal features? Or just keep with a thicker material for strength? I'm also have a hard time visualizing this piece and how it'd fasten to the car. Doug, four of the sides do get hand-bent 90 deg flanges to add strength. I felt I needed to add some strength back into the mid-section as well. |
|
|
|
| 3d914 |
Nov 14 2016, 07:07 PM
Post
#14
|
|
Senior Member Group: Members Posts: 1,275 Joined: 24-September 03 From: Benson, AZ Member No.: 1,191 Region Association: Southwest Region |
QUOTE(rick 918-S @ Nov 7 2016, 02:51 PM) I think I used Plywood as a buck for this panel. It's been awhile since I made it. I recall cutting out the shape of the high profile and using a broad masons chisel to hammer the low profile into the part. I recall making a sandwich fixture to hold the high line flat. As you can see the part is actually deeper on the long taper then the short taper. BTW: You would be light years ahead if you sourced a tilt mechanism from a BMW 2002. Someone else on the form used one once and it worked out pretty slick. Rick, what gauge sheet was that? I think I may just go to 16ga and do it manually as you've done and others suggest. Another option with 16ga is to buy a 1-1/2 circular flange die to use. Very nice work by the way. |
|
|
|
| tygaboy |
Nov 14 2016, 07:13 PM
Post
#15
|
|
914 Guru Group: Members Posts: 5,827 Joined: 6-October 15 From: Petaluma, CA Member No.: 19,241 Region Association: Northern California |
If you're not stuck on those cut out shapes, you could go with round lightening holes and dimple die them for strength.
I have a plasma table, a knock out punch set and the dimple dies. If you send me a dxf file with a "round solution", I'd be happy to make you a set of these. Yes, for free. It'd be a fun project. You can buy me a coffee if we ever meet in person. If you're interested, PM me and we can talk details, etc. If not, no worries. Keep up the great work! Chris |
|
|
|
| rick 918-S |
Nov 15 2016, 07:26 AM
Post
#16
|
|
Hey nice rack! -Celette Group: Members Posts: 21,282 Joined: 30-December 02 From: Now in Superior WI Member No.: 43 Region Association: Northstar Region |
QUOTE(3d914 @ Nov 14 2016, 08:07 PM) QUOTE(rick 918-S @ Nov 7 2016, 02:51 PM) I think I used Plywood as a buck for this panel. It's been awhile since I made it. I recall cutting out the shape of the high profile and using a broad masons chisel to hammer the low profile into the part. I recall making a sandwich fixture to hold the high line flat. As you can see the part is actually deeper on the long taper then the short taper. BTW: You would be light years ahead if you sourced a tilt mechanism from a BMW 2002. Someone else on the form used one once and it worked out pretty slick. Rick, what gauge sheet was that? I think I may just go to 16ga and do it manually as you've done and others suggest. Another option with 16ga is to buy a 1-1/2 circular flange die to use. Very nice work by the way. If you flange the edges you should be able to go with 18 Ga. A small piece gets incredibly strong when you flange it that way. If you end up deciding on 16 Ga. You will want to aneal it. Here is an example of the process. Blow raw acetylene on both sides. Thinner metal only one side is necessary. Light a neutral flame, wave it over the panel until the acetylene vanishes. The expands the molecules making the part softer and easier to work.  This was a butt welded seam that was metal finished.  |
|
|
|
| mbseto |
Nov 15 2016, 10:25 AM
Post
#17
|
|
Senior Member Group: Members Posts: 1,257 Joined: 6-August 14 From: Cincy Member No.: 17,743 Region Association: North East States |
This is a mini-clinic.
|
|
|
|
| 3d914 |
Nov 16 2016, 07:51 AM
Post
#18
|
|
Senior Member Group: Members Posts: 1,275 Joined: 24-September 03 From: Benson, AZ Member No.: 1,191 Region Association: Southwest Region |
QUOTE(tygaboy @ Nov 14 2016, 06:13 PM) If you're not stuck on those cut out shapes, you could go with round lightening holes and dimple die them for strength. I have a plasma table, a knock out punch set and the dimple dies. If you send me a dxf file with a "round solution", I'd be happy to make you a set of these. Yes, for free. It'd be a fun project. You can buy me a coffee if we ever meet in person. If you're interested, PM me and we can talk details, etc. If not, no worries. Keep up the great work! Chris Chris, thanks for the offer. I have a some-what local metal supplier who will cut them from a DXF file, but they don't do the flanging. I changed to multiple 1-1/2 inch circular cutouts, so I'll find a hand-flanging die on line and press the flanges in. With all those nice tools you must get to do some interesting projects. |
|
|
|
| 3d914 |
Nov 16 2016, 08:06 AM
Post
#19
|
|
Senior Member Group: Members Posts: 1,275 Joined: 24-September 03 From: Benson, AZ Member No.: 1,191 Region Association: Southwest Region |
Rick, your example makes sense, and thanks for sharing. My challenge is finding a hand tool to do a flange the size your showing, for these few small pieces. I don't do enough of this kind of work to warrant purchasing dies or a bead roller which is why I'm looking for a hand tool solution.
|
|
|
|
| 3d914 |
Dec 4 2016, 10:10 AM
Post
#20
|
|
Senior Member Group: Members Posts: 1,275 Joined: 24-September 03 From: Benson, AZ Member No.: 1,191 Region Association: Southwest Region |
Here's what I came up with. Found a 1.5" flange die good up to 16ga. I was able to use it to get the angled flange I needed. Worth the $40
 |
|
|
|
|
1 User(s) are reading this topic (1 Guests and 0 Anonymous Users)
0 Members:

|
Lo-Fi Version | Time is now: 12th June 2026 - 04:22 PM |
Invision Power Board
v9.1.4 © 2026 IPS, Inc.