|
|
|
Porsche, and the Porsche crest are registered trademarks of Dr. Ing. h.c. F. Porsche AG.
This site is not affiliated with Porsche in any way. Its only purpose is to provide an online forum for car enthusiasts. All other trademarks are property of their respective owners. |
|
|


| Jakeodoule |
 Sep 18 2009, 11:06 PM Sep 18 2009, 11:06 PM
Post
#1
|
|
Member  Group: Members Posts: 353 Joined: 10-October 08 From: Des Moines Iowa Member No.: 9,630 Region Association: Pacific Northwest |
After reading lots of post on measuring deck height, as well as searching the internet on ways to measure it. I thought there has to be an easier way…
I made a plate that fits on the cylinder. Make sure it’s a good thick plate. I then drilled holes right above the outer part of the bore on both sides. Bolt it down tight. 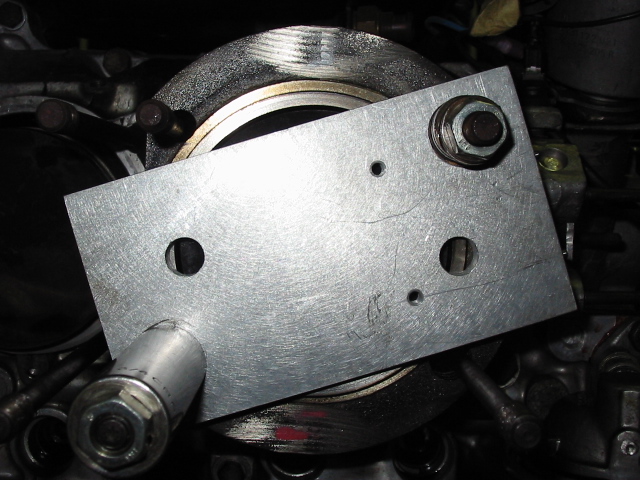 Then I just zeroed out the digital caliper on the upper ring of the cylinder. I checked zero on each side of the plate to make sure its flat. 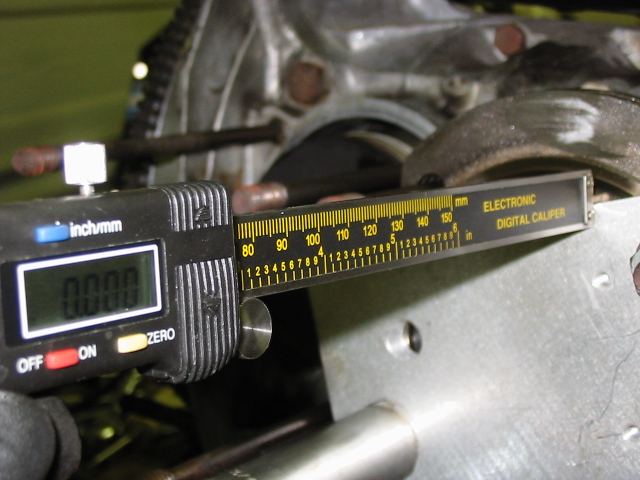 Moved it to one of the piston holes that I drilled. Pushed the caliper end into the bore and turned the cylinder through…. Then I took a reading off the caliper. It only pushes the caliper in to the point of your deck height. 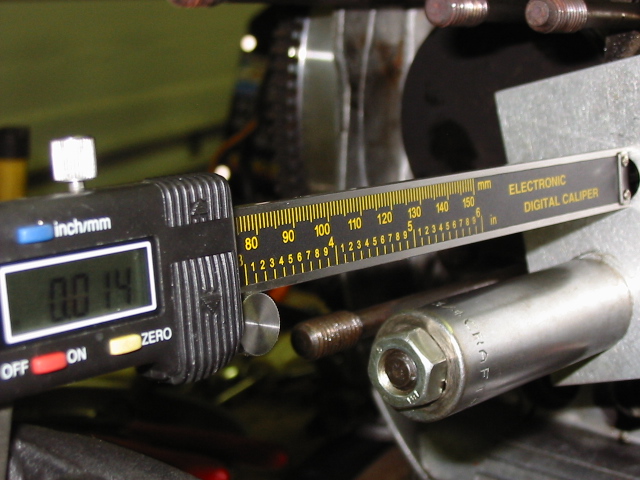 You have to keep the caliper straight! But I took 4 or 5 readings on each side of the piston and each time I came within .0005 of the last reading. This seems rather simple to me as you do not need to find TDC. Just turn the crank till the piston rises and falls a little bit. In between you just shove the end of the caliper in and let the piston push the caliper shaft up till the piston drops back down and that’s your deck height… I also saw many posts that said you only had to measure 1 cylinder. Thats bogus because 1 one my cylinders was .009 thou off from the others. I would measure each one if I were you. Also if you don't have any rings in you need to be careful about the piston being tilted a bit. So I just averaged the readings from side to side. I’m sure I’ve done something that I will be flamed about by all the professional motor builders, but it seems to work for me. I have thick skin so tell me what I did wrong…. |
   |

 
|
  |
Replies
| ME733 |
Sep 20 2009, 09:49 AM
Post
#2
|
|
Senior Member Group: Members Posts: 842 Joined: 25-June 08 From: Atlanta Ga. Member No.: 9,209 Region Association: South East States |
(IMG:style_emoticons/default/popcorn[1].gif) Yes , well , If the cylinder was ... .009ths short. ...then place a .010ths barrell spacer / shim under that cylinder next to the case.....Now you have that cylinder....001 ths... too tall. At that point ..most assemblers could live with the results.(and I,m sure it would work). Lapping off .001ths from the top of the cylinder barrell is easy. THIS IS WHY it is important to measure the O.A.L. of each cylinder barrell ,and having done so, position the cylinders in the case(marked for replication), torque them down, place a machinest stright edge across the cylinders and check the level.(this is done with all the necessary barrell shimms for sealing the cylinders to the case installed on the barrells ..The thickness of these spacers/shimms can also be inconsistant . Now you are getting to what I call a "stack-up" of dimensions. Because this method will account for the distortion Of and machining errors of the crankcase cylinder barrell support flange. We are using engine blocks that have..."billions and billions?".(thank you Carl Sagen) of heat cycles so the machined surfaces are just not perfect anymore. Getting the barrell tops (sealing surfaces) level with each other IS THE GOAL . So the head is not warped into place when torqued down. LAPPING OFF .001 to .003ths from the tops of CAST steel or CAST iron barrells is not that difficult. When done, YOU KNOW the heads will be seated ,sealed without having to "GRONK '' them into place. (IMG:style_emoticons/default/popcorn[1].gif)
|
|
|
|
| ArtechnikA |
Sep 20 2009, 10:06 AM
Post
#3
|
|
rich herzog Group: Members Posts: 7,390 Joined: 4-April 03 From: Salted Roads, PA Member No.: 513 Region Association: None |
QUOTE(ME733 @ Sep 20 2009, 11:49 AM)  ...THIS IS WHY it is important to measure the O.A.L. of each cylinder barrell I believe I mentioned that earlier... QUOTE ...having done so, position the cylinders in the case(marked for replication) a good idea. If there's any variance, you might be able to move a 'taller' cylinder to a hole with a 'lower' spigot.QUOTE We are using engine blocks that have..."billions and billions?".(thank you Carl Sagen) of heat cycles so the machined surfaces are just not perfect anymore. Why do we put up with this? Why don't we have the cylinder spigot trued to the crankshaft centerline so it _is_ perfect? We're going to use a base shim anyway... QUOTE Getting the barrell tops (sealing surfaces) level with each other IS THE GOAL. I agree it's _a_ goal. Also be nice to know that the base surfaces at the case were equal, normal to the crankshaft centerline, and identical side-to-side... And to check that some DAPO had not earlier boogered a flycut in the heads so they, too, had identical depths... QUOTE LAPPING OFF .001 to .003ths from the tops of CAST steel or CAST iron barrells is not that difficult. I believe you have the tools and experience. There are people who are going to read this thread and think they can do it with Home Depot sandpaper on a card table. |
|
|
|
Posts in this topic
 Jakeodoule an easier way to measure deck height? Sep 18 2009, 11:06 PM
Jakeodoule an easier way to measure deck height? Sep 18 2009, 11:06 PM McMark Look like mine, though I use a dial indicator.
Ni... Sep 18 2009, 11:18 PM Todd Enlund Nice! The only thing I have to add is that it... Sep 19 2009, 01:37 AM
McMark Look like mine, though I use a dial indicator.
Ni... Sep 18 2009, 11:18 PM Todd Enlund Nice! The only thing I have to add is that it... Sep 19 2009, 01:37 AM
 Drums66
Nice! The only thing I have to add is that i... Sep 19 2009, 02:08 PM ArtechnikA
I also saw many posts that said you only had to m... Sep 19 2009, 06:47 AM DNHunt That's great, but, I think you need to find TD... Sep 19 2009, 06:48 AM Vacca Rabite Eh, why go through all the trouble with a caliper ... Sep 19 2009, 11:05 AM ME733
After reading lots of post on measuring deck heig... Sep 19 2009, 12:00 PM Cap'n Krusty
After reading lots of post on measuring deck hei... Sep 19 2009, 02:33 PM ME733 :popcorn: Well capt. crusty I have noted on severa... Sep 19 2009, 05:31 PM McMark Cap'n, he's not talking about lapping the ... Sep 20 2009, 12:35 AM ArtechnikA
Cap'n, he's not talking about lapping the... Sep 20 2009, 07:05 AM
Drums66
Nice! The only thing I have to add is that i... Sep 19 2009, 02:08 PM ArtechnikA
I also saw many posts that said you only had to m... Sep 19 2009, 06:47 AM DNHunt That's great, but, I think you need to find TD... Sep 19 2009, 06:48 AM Vacca Rabite Eh, why go through all the trouble with a caliper ... Sep 19 2009, 11:05 AM ME733
After reading lots of post on measuring deck heig... Sep 19 2009, 12:00 PM Cap'n Krusty
After reading lots of post on measuring deck hei... Sep 19 2009, 02:33 PM ME733 :popcorn: Well capt. crusty I have noted on severa... Sep 19 2009, 05:31 PM McMark Cap'n, he's not talking about lapping the ... Sep 20 2009, 12:35 AM ArtechnikA
Cap'n, he's not talking about lapping the... Sep 20 2009, 07:05 AM |
1 User(s) are reading this topic (1 Guests and 0 Anonymous Users)
0 Members:

|
Lo-Fi Version | Time is now: 1st July 2025 - 09:14 AM |
Invision Power Board
v9.1.4 © 2025 IPS, Inc.