The 1.7L WO case and the 2.0L crankshaft are +0.50MM on the main Bores, with a 0.5MM/0.5MM crankshaft and bearings.
This case is being offered at $925.00 plus shipping. Detailed pictures of the bearing surfaces are available upon request. Detailed sheets of the final measurements are available also. For those interested in purchasing this case. As a side note since it is getting towards the season that everyone wants to start building their engines to get out and drive I am also still line boring your cases as well.
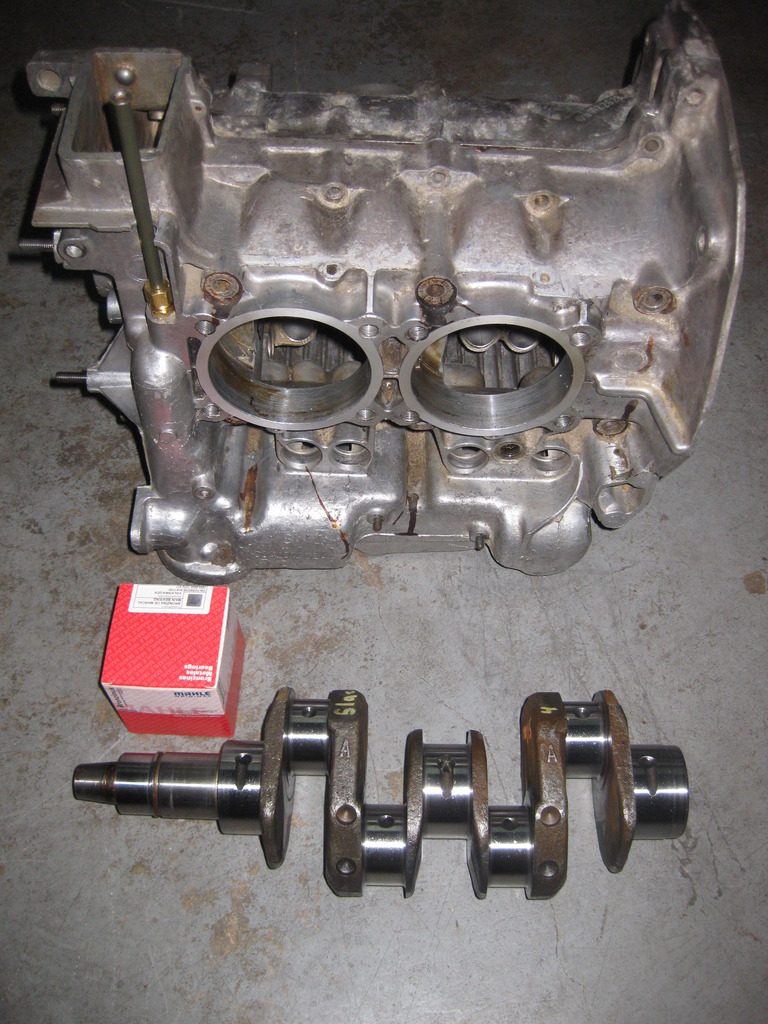
The actual package being offered.
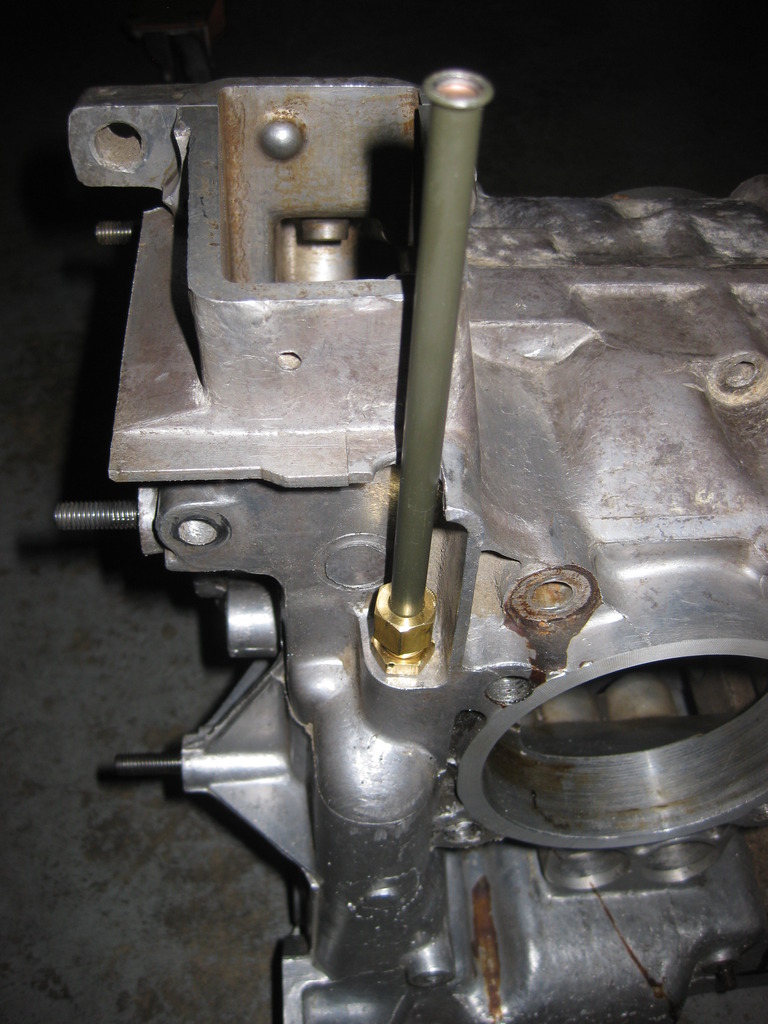
This case had a damaged dipstick, Which I repaired using the process which I have used succesfully many times.
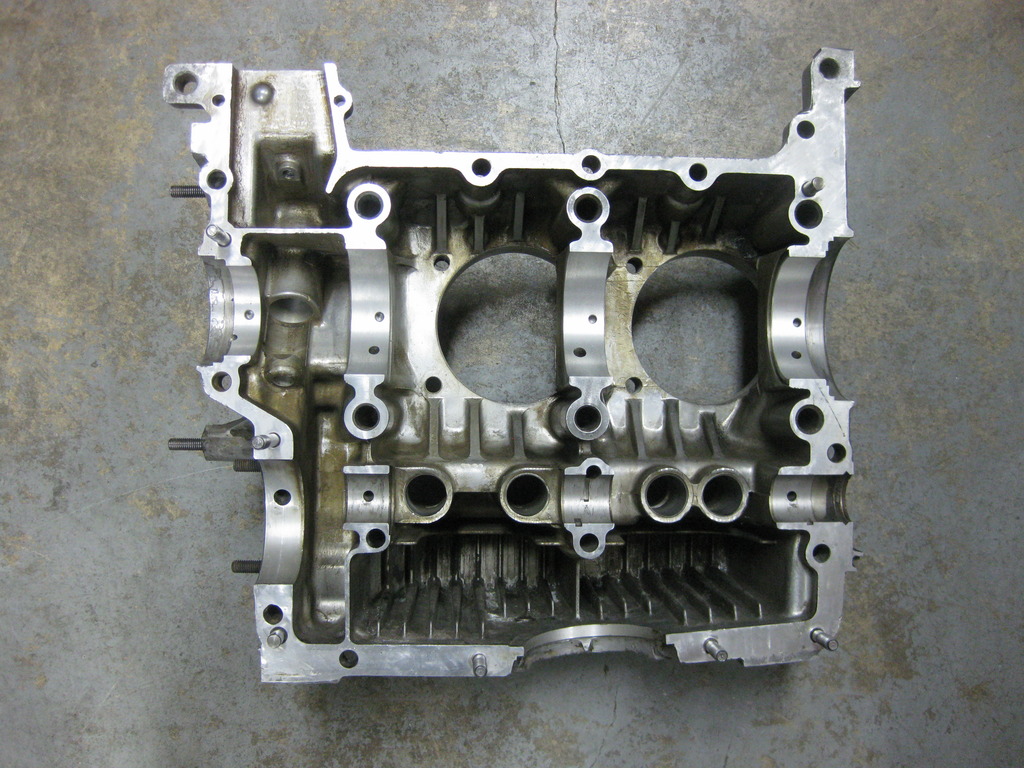
The 3-4 side of the case, notice the area under the cylinder spigots where the material is solid, this along with the better aluminum of the earlier cases is one of the reason these cases are highly sought after for a performance 2056 build. Very solid.
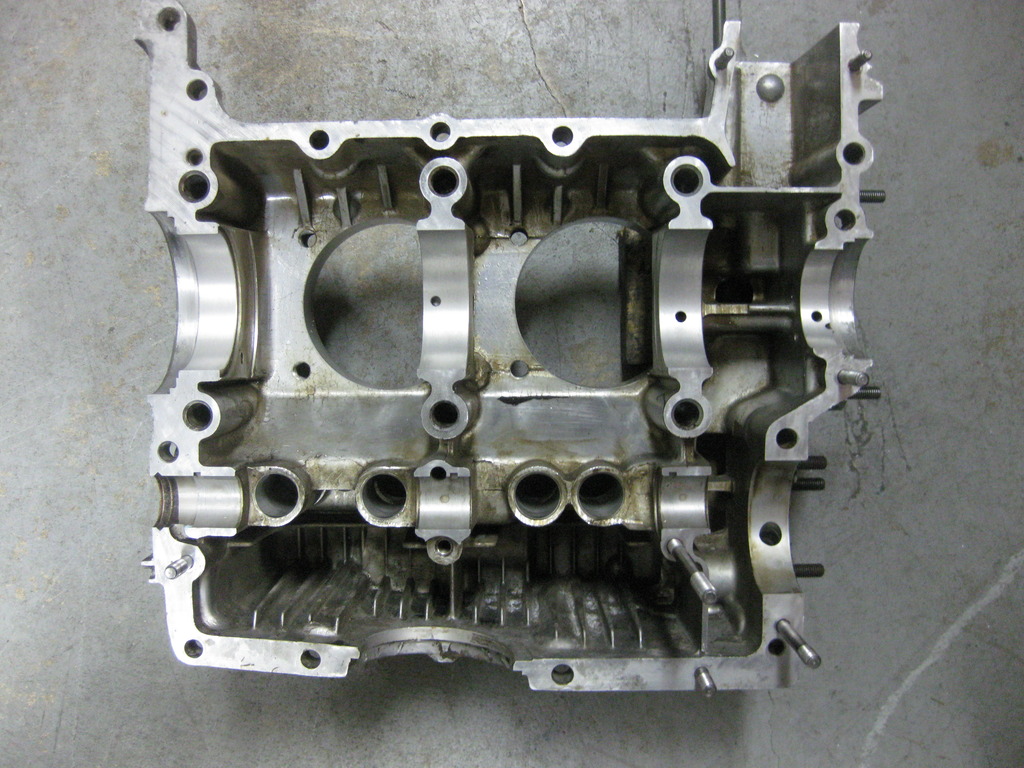
The 1-2 side of the case.
As a reminder, A few years back when I was building my wife's 914, the motor needed to be line bored, now before semi-retirement I built Rolls Royce Merlin V-12 engines and large Curtiss Wright 18 Cylinder radial engines for unlimited airplane racing. The tooling available that I was looking at was in my opinion substandard for the result I wanted. Even well known Type IV builders regarding line boring the Type IV case suggested finding one that did not need to be line bored. So as I did with the aircraft engines when a challenge came along, I studied the process, looked at what was being done and what it was going to take to get the result I wanted to achieve. So I made a new boring bar out of very stable linear way tool steel I made it as large as possible allowing the best available 90 degree cutting plane, Hard chromed the wear areas, used the highest quality indexable carbide boring tooling available and built a new bar with tapered expandable colletts on each end to locate the bar accurately. The total run-out on each of the expandable colletts was less than .0001 thousandths of an inch. I have done several cases up to this point with excellent results. I thought possibly it was time to explain this, and perhaps you will all understand the reason for the pricing. I also made the tooling for cutting the cylinder registers while torqued to a plate so the torque stresses are correct for those areas also.

The tooling laid into a case to show it's fitment.
This last year we developed a 1/2 stud that when installed in the case acts to pin the the case from movement in the bearing bore area. The process is a refinement of the way that Len Hoffman at Hoffman machine was doing his race cases. Len was very helpful during the planning of that design.
You can PM me at this website, or send me an e-mail at BellCobraIV@AOL.com


