
Full Version: Re-Conversion of a '70 914
The engine is sold. I'll soon have a very fresh 901 w/ an "H" gear for sale as well as some other goodies soon for those planning an SBC conversion. I couldn't do much with this sitting in my garage as it already is stuffed to the max. Therefor I felt it somewhat necessary to sell this before commencing with the re-conversion. I've been silently (yeh, I know; me silent) working in the background for a few months fabricating some items that will be needed. I'll do my best to document things a bit more accurately than the previous conversion. Once again I'll be using the Subaru 6 and Subaru transmission. I've had tremendous success with this platform so I might as well repeat myself. So sit back, bear with me and watch as I stumble along and occasionally embarrass myself. Mistakes are an integral part of my journey.
Yaaaa! Can't wait to see this one come (back) together!
Let me know if there's anything I can do to help. I'd love to contribute to one of your builds.
Let me know if there's anything I can do to help. I'd love to contribute to one of your builds.
Love those Boxster rims. 70 was a good year. I know a guy with a 0mi 3.0 if you're into that kind of thing...
Have fun!
Have fun!
QUOTE(tygaboy @ Jun 28 2020, 08:31 PM) 
Yaaaa! Can't wait to see this one come (back) together!
Let me know if there's anything I can do to help. I'd love to contribute to one of your builds.
Thx Chris but your work is too nice for my "hack" builds.
 I might; I'll let you know if so. Thx.
I might; I'll let you know if so. Thx.
QUOTE(EdwardBlume @ Jun 28 2020, 08:35 PM)
Love those Boxster rims. 70 was a good year. I know a guy with a 0mi 3.0 if you're into that kind of thing...
Have fun!
That's exactly what I'm installing. A 3.0.
I've seen several requests for cradles in the past few years and that's not including the Facebook group. So I thought this time I would take it step by step to show that even a novice can build one. The process is simple so don't be intimidated. Minimal skills are required.If you can't weld, no sweat. You can pay a mobile welder to weld it up and you can do everything else yourself. You will need a drill press, a metal cutting bandsaw or chop saw, a $99 Harbor Freight tube bender and tubing notcher, assortment of drill bits and a couple of hole saws. Granted the tube bender and tubing notcher aren't tools you'd use again but you can sell them quickly to another member who wants to build one. I built my last one out of desperation. I'd waited 3 months for Ian of ColdWater to make another run and decided I'd give it a shot and if that didn't workout I'd wait till he finally got around to it. That was over 6 years ago and no ones brought any to market yet. I'll re-use many of the bolts from the OEM motor mounts, some scrap and some new metal. I'll quit yaking now and start hacking.
First your going to make some plates that will attach to the original mounting points on your 914. 2ea- 3"x5"x 3/16" plates and 2ea- 2"x 1.5""x 1/4" angle iron 5" long. There are a few pic's of the angle in order to show all the dimensions. If I forgot a dimension, LMK. NOTE: I just noticed in the 4th pic I listed two dimensions for the center of the 1/2" hole; 2 1/2" is correct. The 1 7/8" is a brain fart.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
After you've completed these pieces pieces mount them in place as shown below. I'm re-using the existing nuts, bolts and washers.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
To be continued............
First your going to make some plates that will attach to the original mounting points on your 914. 2ea- 3"x5"x 3/16" plates and 2ea- 2"x 1.5""x 1/4" angle iron 5" long. There are a few pic's of the angle in order to show all the dimensions. If I forgot a dimension, LMK. NOTE: I just noticed in the 4th pic I listed two dimensions for the center of the 1/2" hole; 2 1/2" is correct. The 1 7/8" is a brain fart.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
After you've completed these pieces pieces mount them in place as shown below. I'm re-using the existing nuts, bolts and washers.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
To be continued............
What are u thinking price wise on that 901 , Thanks Frank
QUOTE(flmont @ Jun 30 2020, 06:02 PM)
What are u thinking price wise on that 901 , Thanks Frank
For you, Frank $600. If I list it $900 for putting up with the "Tire Kickers and Low Ballers". It shifts like a dream. No leaks or squeaks.No whines or grinds. No popping out of gear either. How's that conversion coming along. I'd like to see some pic's of what your doing.
Sold..! TY
its still the same I did buy 914forme's cradle / bracket,So I'am hoping to fit it over 4 th of july weekend,..I'am SO ready to install everything and fire it up I'am just so busy, but things are slowing down so I can have my weekends back very soon !
I do need to read ChrisH,..posting on the heater core upgrade he did with a mustang box I think,.then I can install fuel tank ,then wiring !! its all ready just need time to assemble !
QUOTE(flmont @ Jun 30 2020, 06:36 PM)
Sold..! TY
PM sent
OK, back on track. If you plan to use 4130 chromoly it is sold in 12ft lengths. My 1st cradle I purchased 10ft and had about 4" left over. Thats cutting it too close so this time I sprung for the complete length. 1.5"x 12' .095 tube. Here is a pic of the cheap HF bender I use. $99 on sale.
Click to view attachment
Cut one piece 90" long then cut that in half giving you 2 - 45" pieces. Put the left over piece to the side for now. From one end of each pipe place a mark 22" down. This is your 1st bend point. Place the mark in the center of the bender with the rollers in the #1 pegs and give it several pumps until you see it begin to bend. It has a lot of bend back but after a few bends you'll know how many strokes to bend it. Look at the pics below and you will see how little deflection there is after the first few bends. Slowly work this area then move the pegs to the #2 position and repeat this process until you get the desired arc. Be sure to check your bend often against the graph shown. Those are 1" squares so you can duplicate it easily.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
You want to leave the last 12" of the tube straight. So your only working/bending about a 12"-14" span of the tube. You will be trimming a few inches off each end for the final fit so you only need to establish the arc close to what is shown.
After the bend is complete we want to end up with a distance of 40" or greater between the ends. See below.
Click to view attachment
Once you've got these 2 pieces done you can move on to fitting them to the hangers.
Click to view attachment
Cut one piece 90" long then cut that in half giving you 2 - 45" pieces. Put the left over piece to the side for now. From one end of each pipe place a mark 22" down. This is your 1st bend point. Place the mark in the center of the bender with the rollers in the #1 pegs and give it several pumps until you see it begin to bend. It has a lot of bend back but after a few bends you'll know how many strokes to bend it. Look at the pics below and you will see how little deflection there is after the first few bends. Slowly work this area then move the pegs to the #2 position and repeat this process until you get the desired arc. Be sure to check your bend often against the graph shown. Those are 1" squares so you can duplicate it easily.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
You want to leave the last 12" of the tube straight. So your only working/bending about a 12"-14" span of the tube. You will be trimming a few inches off each end for the final fit so you only need to establish the arc close to what is shown.
After the bend is complete we want to end up with a distance of 40" or greater between the ends. See below.
Click to view attachment
Once you've got these 2 pieces done you can move on to fitting them to the hangers.
METAL!!!! 
So cool that you're documenting things that others will find useful. (Unlike some of us! )
)
Great stuff! Thanks Kent.
So cool that you're documenting things that others will find useful. (Unlike some of us!
)Great stuff! Thanks Kent.
Go ahead and remove your old hardware from the front and rear attach points. Save the 5/16" & 1/2" nuts and bolts. Attach the 2- 3"x5" pieces to the former transmission mounts and the 2- 2"x1.5" angle pieces to the former engine mounts.
Click to view attachment
Click to view attachment
Click to view attachment
If you work by yourself you'll need to hang the runners in place. This can be trying to say the least. Several times my wife came out to the garage to see who I was yelling at. If you have a helper then this will be simple. The car will need to be level front to rear and left to right. I got lucky here because my lift is square to the floor. In the pic below you can get an idea of how I hung the runners with bailing wire. However you hang it is good. The objective is to center up length wise with the bolt hole of the front hanger and the center of the 3"x5" rear plate.
Click to view attachment
Click to view attachment
Once it's is secure be sure the section past or to the rear of the arc is perpendicular or 90 deg to the floor and that the long end is level or parallel to the floor. Ultimately the top of the tube should be 1" below the bottom of the angle iron bracket or 1.5" to the center of the tube. This is somewhat important. You may find you need to cut that angle piece twice in order to raise the back end enough to get it level while maintaining the 1" gap mentioned above and keeping the length level. Now is the time to mark the compound angle that will be trimmed off the top end. The 1st cradle I used a marks-a-lot but found the hacksaw blade to be much more accurate in transferring the mark because the blade could be held flush against both sides of the tape roll. Hold the roll flush against the plate. I needed to stretch the roll into an oval to work around the protruding bolts.
Click to view attachment
Click to view attachment
Click to view attachment
Once you've got a good mark it's time to cut it. I used an angle grinder with a thin blade to cut. I tried with my bandsaw but alas I couldn't hold it square with the compound angle. You will end up with a cutoff piece that looks something like this. I dressed the ends with a 12" sanding wheel but a file will work too.
Click to view attachment
Click to view attachment
Edit: Don't know how this pic ended up here. I noticed this on my last build. Somehow the file gets corrupted when loading them. I've even gone back and deleted all of the pics yet one remained in the post although it doesn't show up as an attachment on the list of pics selected. Oh well. just ignore that one.
Click to view attachment
Click to view attachment
Click to view attachment
If you work by yourself you'll need to hang the runners in place. This can be trying to say the least. Several times my wife came out to the garage to see who I was yelling at. If you have a helper then this will be simple. The car will need to be level front to rear and left to right. I got lucky here because my lift is square to the floor. In the pic below you can get an idea of how I hung the runners with bailing wire. However you hang it is good. The objective is to center up length wise with the bolt hole of the front hanger and the center of the 3"x5" rear plate.
Click to view attachment
Click to view attachment
Once it's is secure be sure the section past or to the rear of the arc is perpendicular or 90 deg to the floor and that the long end is level or parallel to the floor. Ultimately the top of the tube should be 1" below the bottom of the angle iron bracket or 1.5" to the center of the tube. This is somewhat important. You may find you need to cut that angle piece twice in order to raise the back end enough to get it level while maintaining the 1" gap mentioned above and keeping the length level. Now is the time to mark the compound angle that will be trimmed off the top end. The 1st cradle I used a marks-a-lot but found the hacksaw blade to be much more accurate in transferring the mark because the blade could be held flush against both sides of the tape roll. Hold the roll flush against the plate. I needed to stretch the roll into an oval to work around the protruding bolts.
Click to view attachment
Click to view attachment
Click to view attachment
Once you've got a good mark it's time to cut it. I used an angle grinder with a thin blade to cut. I tried with my bandsaw but alas I couldn't hold it square with the compound angle. You will end up with a cutoff piece that looks something like this. I dressed the ends with a 12" sanding wheel but a file will work too.
Click to view attachment
Click to view attachment
Edit: Don't know how this pic ended up here. I noticed this on my last build. Somehow the file gets corrupted when loading them. I've even gone back and deleted all of the pics yet one remained in the post although it doesn't show up as an attachment on the list of pics selected. Oh well. just ignore that one.
Now return the piece in place and hold the newly cut end very close to the front nut. This will give us room at the back of the plate for the transmission hanger later on. Allow just enough room for the washer to clear the weld bead.
Click to view attachment
Click to view attachment
Now go to the front mount and carefully drop a marker thru the 1/2" hole making a mark on the tube. Try your best to be accurate but if not I've got a work around. Now your ready to take the piece to the drill press and drill it's first hole. The first hole will be 1/8". Why? Because odds are you've missed the mark a tiny bit and if so it is easy to correct. The rear attach plate is set at ~15 deg so we need to clamp the piece so that the cut end is at 15 deg. Once that is established we need to check to see if our drill bit is lined up with our mark. If it is then carefully drill the 1/8" hole. If that looks good then increase it to 1/4' or 6mm. Now return the piece to the car and using a long 6mm/1/4" bolt or threaded rod as I did, hang that end from the hanger and set it 1" below the angle iron. now check to see how your cut end mates up with the 3x5 plate. If the tube is for or aft of the desired location drill another small hole to place it in the correct location. Ideally the arc is still 90 deg to the floor but if it is slightly off 1-2 deg it won't matter. This is when you may need to remove a bit more off the cut end if the length is not parallel to the floor while maintaining that 1" gap. When complete with this task both tubes should be parallel to one another because we don't want the cross brace to be higher on one side than the other.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
It should end up looking something like this but not to worry. This end will be welded and no one will see an imperfect cut anyway.
Click to view attachment
To be continued................
Click to view attachment
Click to view attachment
Now go to the front mount and carefully drop a marker thru the 1/2" hole making a mark on the tube. Try your best to be accurate but if not I've got a work around. Now your ready to take the piece to the drill press and drill it's first hole. The first hole will be 1/8". Why? Because odds are you've missed the mark a tiny bit and if so it is easy to correct. The rear attach plate is set at ~15 deg so we need to clamp the piece so that the cut end is at 15 deg. Once that is established we need to check to see if our drill bit is lined up with our mark. If it is then carefully drill the 1/8" hole. If that looks good then increase it to 1/4' or 6mm. Now return the piece to the car and using a long 6mm/1/4" bolt or threaded rod as I did, hang that end from the hanger and set it 1" below the angle iron. now check to see how your cut end mates up with the 3x5 plate. If the tube is for or aft of the desired location drill another small hole to place it in the correct location. Ideally the arc is still 90 deg to the floor but if it is slightly off 1-2 deg it won't matter. This is when you may need to remove a bit more off the cut end if the length is not parallel to the floor while maintaining that 1" gap. When complete with this task both tubes should be parallel to one another because we don't want the cross brace to be higher on one side than the other.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
It should end up looking something like this but not to worry. This end will be welded and no one will see an imperfect cut anyway.
Click to view attachment
To be continued................
QUOTE(76-914 @ Jul 3 2020, 05:24 PM)
Once it's is secure be sure the section past or to the rear of the arc is perpendicular or 90 deg to the floor and that the long end is level or parallel to the floor. Ultimately the top of the tube should be 1" below the bottom of the angle iron bracket. This IS important. You may find you need to cut that angle piece twice in order to raise the back end enough to get it level while maintaining the 1" gap mentioned above and keeping the length level. Now is the time to mark the compound angle that will be trimmed off the top end. The 1st cradle I used a marks-a-lot but found the hacksaw blade to be much more accurate in transferring the mark because the blade could be held flush against both sides of the tape roll. Hold the roll flush against the plate. I needed to stretch the roll into an over same to work around the protruding bolts.
Click to view attachment
I am probably a month or two from building myself a cradle. So your timing is perfect and I am looking forward to this thread!
Quick question, why is the 1" gap important?

![popcorn[1].gif](http://www.914world.com/bbs2/style_emoticons/default/popcorn[1].gif)

Awesome!!!
QUOTE(Andyrew @ Jul 6 2020, 12:45 PM)
Awesome!!!

Love the low tech cradle build.
The roll of tape and hack saw blade trick genius.
I would have used machinist dye, but that is me getting all fancy.
![whip[1].gif](http://www.914world.com/bbs2/style_emoticons/default/whip[1].gif) back to the day job for me
back to the day job for me
The roll of tape and hack saw blade trick genius.
I would have used machinist dye, but that is me getting all fancy.
back to the day job for me
Looks great Kent! Love to see the step by step there
Love it. I could hear the garage cursing because I’m usually yelling at that same a$$hole lol
QUOTE(808 WRX @ Jul 6 2020, 12:39 PM)
QUOTE(76-914 @ Jul 3 2020, 05:24 PM)
Once it's is secure be sure the section past or to the rear of the arc is perpendicular or 90 deg to the floor and that the long end is level or parallel to the floor. Ultimately the top of the tube should be 1" below the bottom of the angle iron bracket. This IS important. You may find you need to cut that angle piece twice in order to raise the back end enough to get it level while maintaining the 1" gap mentioned above and keeping the length level. Now is the time to mark the compound angle that will be trimmed off the top end. The 1st cradle I used a marks-a-lot but found the hacksaw blade to be much more accurate in transferring the mark because the blade could be held flush against both sides of the tape roll. Hold the roll flush against the plate. I needed to stretch the roll into an over same to work around the protruding bolts.
Click to view attachment
I am probably a month or two from building myself a cradle. So your timing is perfect and I am looking forward to this thread!
Quick question, why is the 1" gap important?
Two reasons. I didn't flip the throttle body and this leaves enough room between the top of the throttle body and the trunk bulkhead so that the steel fuel lines can pass over unimpeded. Look at my build thread on the black '73 and you'll see better than I can explain. It's in the Member Build Threads section, very top. Perhaps more importantly is ground clearance. I measured 5 1/2" from the ground to the windage flaps attached at the bottom of the firewall. I don't use those flaps but I thought clearance that was a good height to place the bottom of the engine. It was the lowest point on the car and I didn't want to exceed that.
QUOTE(Andyrew @ Jul 6 2020, 12:45 PM)
Awesome!!!
QUOTE(tygaboy @ Jul 6 2020, 01:24 PM)
QUOTE(Andyrew @ Jul 6 2020, 12:45 PM)
Awesome!!!
QUOTE(914forme @ Jul 6 2020, 01:32 PM)
Love the low tech cradle build.
The roll of tape and hack saw blade trick genius.
I would have used machinist dye, but that is me getting all fancy.
back to the day job for meQUOTE(JRust @ Jul 6 2020, 07:40 PM)
Looks great Kent! Love to see the step by step there
Just wanted to say thanks. Coming from you guys is the best. Stephen, I miss you presence. I've learned of the dye and center punches from you. Game changers! I looked over my last build and was horrified to see I didn't respond to many comments. How rude of me. I get tunnel vision during builds and overlook things like this. I promised myself that I'd respond to all this time. No matter how busy I may believe I am. I'll be awhile before continuing the cradle as I'm awaiting some bushing stock which I used to buy locally. Should be here next week. So today I got the engine upon the stand so I can start putting some of those cut and drilled pieces together that form the motor mounts. To be continued.........
This is what I did for my cradle in case it helps. Different trans, different motor, but it's a cradle nevertheless. I paid a hotrod shop to make the bends.
Andys
Andys
QUOTE(andys @ Jul 7 2020, 10:24 AM)
This is what I did for my cradle in case it helps. Different trans, different motor, but it's a cradle nevertheless. I paid a hotrod shop to make the bends.
Andys
That is very nice. This is my 2nd one and I’m just documenting in case some one wants to build their own and save $600-$800. What’s different about mine is it has detachable casters that allows me to roll the drive train in and out. Thank and it is very light.
Round 4; I was able to steal away for 2 hours this afternoon so I began assembly of the hard mounts themselves. Remember these pieces? It's time to use some of them.
Click to view attachment
First I rotate the engine so it's bottom side up with the factory rubber mounts installed. Then level it. If you've a cheap HF engine stand like mine you'll do well to check for level often. I placed the angle finder on the oil pan and also the engine case to confirm the oil pan was not out of whack. The afternoon sun was glaring in case you're wondering about the popcorn box.
Click to view attachment
Next attach the 4x3 plates that were drilled to match the rubber mounts. Now take one side of the plate that was drilled with 2-1.5" holes and split it between the holes. Now you have 2 pieces that have 2 "U's" if you will. Take one of those measure down 3/4" from the lowest point of the "U" and cut it down to size. After this you can split this piece down the middle. You now have 2-1.5" wide "U' tabs that are appx 1.5" tall @ the highest point and 3/4" tall if you measure to the bottom of the "U". These are the short inner pieces that will support the cross bar. There will be 2 longer pieces and they will tie into the shorter pieces w/ some 3/16" but I'm getting ahead of myself. Looking at the 1st pic below you will see I used some magnets to support these short "U" shaped tabs. I located the tabs so they line up with one edge of the rubber mount so the support is above the mount and not past it. I didn't want the load outside the area of the mount. I used a finish nail to hold the tab vertical. The tab is placed 3/16" away from the edge of the 4x3 plate to allow for the piece of 3/16" I mentioned above.
Click to view attachment
Click to view attachment
Click to view attachment
I repeated this step on the other side but when I place the crossbar in the tabs the left side was slightly higher than the right one. This can be expected unless your making these tabs on a mill.
Click to view attachment
But the fix is simple. I ground this tab with a slight angle and lowered the nail a hair which brought the bar back to level.
Click to view attachment
Click to view attachment
Next check for level at the engine and crossbar then a couple of spot welds and check for level again.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
to be continued.................
Click to view attachment
First I rotate the engine so it's bottom side up with the factory rubber mounts installed. Then level it. If you've a cheap HF engine stand like mine you'll do well to check for level often. I placed the angle finder on the oil pan and also the engine case to confirm the oil pan was not out of whack. The afternoon sun was glaring in case you're wondering about the popcorn box.
Click to view attachment
Next attach the 4x3 plates that were drilled to match the rubber mounts. Now take one side of the plate that was drilled with 2-1.5" holes and split it between the holes. Now you have 2 pieces that have 2 "U's" if you will. Take one of those measure down 3/4" from the lowest point of the "U" and cut it down to size. After this you can split this piece down the middle. You now have 2-1.5" wide "U' tabs that are appx 1.5" tall @ the highest point and 3/4" tall if you measure to the bottom of the "U". These are the short inner pieces that will support the cross bar. There will be 2 longer pieces and they will tie into the shorter pieces w/ some 3/16" but I'm getting ahead of myself. Looking at the 1st pic below you will see I used some magnets to support these short "U" shaped tabs. I located the tabs so they line up with one edge of the rubber mount so the support is above the mount and not past it. I didn't want the load outside the area of the mount. I used a finish nail to hold the tab vertical. The tab is placed 3/16" away from the edge of the 4x3 plate to allow for the piece of 3/16" I mentioned above.
Click to view attachment
Click to view attachment
Click to view attachment
I repeated this step on the other side but when I place the crossbar in the tabs the left side was slightly higher than the right one. This can be expected unless your making these tabs on a mill.
Click to view attachment
But the fix is simple. I ground this tab with a slight angle and lowered the nail a hair which brought the bar back to level.
Click to view attachment
Click to view attachment
Next check for level at the engine and crossbar then a couple of spot welds and check for level again.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
to be continued.................
OK, things are fixing to get wordy so bare with me. In this next part we are going to cut the longer U tabs to length, tack them in place then cut the piece that will eventually tie the U tabs together. I'm going to throw a lot of pics at you in hopes it will answer any unanswered questions. If your long U tabs don't end up exactly like mine, so be it. What is important here is that all four U tabs contact the crossbar and the crossbar remains level, i.e. square to the engine. Other than that it's just aesthetics. In this 1st pic the piece isn't split vertically yet because we're determining where to cut it. And both pieces should be the same length. Again I use magnets to hold the pieces. If you don't see it, it is on the other side.
Click to view attachment
[attachmentid=752025
Click to view attachment
This is how I determined the height. The flat of this caliper happened to be the correct width so this is what I used to determine the cut line or height of the U tab. I held it level and at the spot I want the inner edge of the U tab to be then marked the tab and the caliper. LOL. It's a cheap tool anyway.
Click to view attachment
Click to view attachment
Then I cut it on the mark and split the piece giving me 2 equal length U tabs. The same process was used for the shorter U tabs.
Click to view attachment
Now with the crossbar sitting in the 2 tacked U tabs position the longer tabs so they contact the bar and plate. Don't get it too close to the nut that you will need to wrench on later. Other than that it won't matter the exact location. Or whether it is square with the other tabs.
Once these are positioned go ahead and tack them in place. We're not tacking the crossbar in place yet. That's the next to last step.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Remove the bar and mounts from the engine and complete welding the tabs to the plate. Avoid getting any buildup in that 3/16" area or you'll need to bring it down.
Click to view attachment
Click to view attachment
I forgot to mention to check that the crossbar still contacts all 4 tabs and is level before completing the welds on the tabs.
Click to view attachment
And while I'm at it I should mention that these dimples on the backside of the plates are to allow a flush fit with the mount since there are these protruding rivet heads.
Click to view attachment
Click to view attachment
Click to view attachment
[attachmentid=752025
Click to view attachment
This is how I determined the height. The flat of this caliper happened to be the correct width so this is what I used to determine the cut line or height of the U tab. I held it level and at the spot I want the inner edge of the U tab to be then marked the tab and the caliper. LOL. It's a cheap tool anyway.
Click to view attachment
Click to view attachment
Then I cut it on the mark and split the piece giving me 2 equal length U tabs. The same process was used for the shorter U tabs.
Click to view attachment
Now with the crossbar sitting in the 2 tacked U tabs position the longer tabs so they contact the bar and plate. Don't get it too close to the nut that you will need to wrench on later. Other than that it won't matter the exact location. Or whether it is square with the other tabs.
Once these are positioned go ahead and tack them in place. We're not tacking the crossbar in place yet. That's the next to last step.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Remove the bar and mounts from the engine and complete welding the tabs to the plate. Avoid getting any buildup in that 3/16" area or you'll need to bring it down.
Click to view attachment
Click to view attachment
I forgot to mention to check that the crossbar still contacts all 4 tabs and is level before completing the welds on the tabs.
Click to view attachment
And while I'm at it I should mention that these dimples on the backside of the plates are to allow a flush fit with the mount since there are these protruding rivet heads.
Click to view attachment
Click to view attachment
The Poltergeist is back. That last pic isn't supposed to be there. I noticed it listed as an attachment in the edit file yet it didn't show on the version you see. So I added it where it belongs and lo and behold it shows up at the end of the post too.
Now for the 3/16" reinforcing pieces. This rusty scrap looks like most of my steel before sanding the rust off but I leave it for now as it makes it easy to see the scribed marks. If it is new metal I use the dye. Just hold it in place and scribe the outline. After a couple of cuts and sanding it is complete. These won't be tacked in place for awhile as to give access to welding the bar to the tabs later.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
And this is why I wear an apron when welding. After having some slag land in my belly button a few years back I quit tempting fate.
Click to view attachment
to be continued....................
Click to view attachment
Click to view attachment
Click to view attachment
And this is why I wear an apron when welding. After having some slag land in my belly button a few years back I quit tempting fate.
Click to view attachment
to be continued....................
Looking good, Kent. (subscribed)
That looks STOUT! Might be going a bit overboard on the braces there Kent 
Also remember disassembly when building. You have that bolt at an angle so you'll have to be able to pull it out at an angle when removing. Just FYI that could be difficult to coordinate.
Also remember disassembly when building. You have that bolt at an angle so you'll have to be able to pull it out at an angle when removing. Just FYI that could be difficult to coordinate.
QUOTE(euro911 @ Jul 8 2020, 03:32 PM)
Looking good, Kent. (subscribed)
QUOTE(Andyrew @ Jul 9 2020, 07:45 AM)
That looks STOUT! Might be going a bit overboard on the braces there Kent
Also remember disassembly when building. You have that bolt at an angle so you'll have to be able to pull it out at an angle when removing. Just FYI that could be difficult to coordinate.
@Andyrew Well I had the 1/4" on hand and I'm trying to limit my trips out. That CV19 thing. The first one I made from 3/16" and I've punished that set up w/o any problems. I did elongate the holes in the first one if you look at that build thread. I'm on the fence as to whether I should repeat that step or just loosen the rubber mount from the engine instead. I'll decide before I weld the bar in place so I can chunk them in the mill to elongate.
http://www.914world.com/bbs2/uploads/post-...-1374796230.jpg
That's a very handsome table you have for your band saw.
QUOTE(76-914 @ Jul 9 2020, 07:04 PM)
QUOTE(euro911 @ Jul 8 2020, 03:32 PM)
Looking good, Kent. (subscribed)
@euro911 Thank you sir. Have you started playing with that welder yet?? I did, however, purchase a HF welding cart and some supplies, but misplaced my helmet somewhere along the line
QUOTE(rhodyguy @ Jul 11 2020, 06:03 PM)
That's a very handsome table you have for your band saw.
QUOTE(euro911 @ Jul 11 2020, 09:02 PM)
QUOTE(76-914 @ Jul 9 2020, 07:04 PM)
QUOTE(euro911 @ Jul 8 2020, 03:32 PM)
Looking good, Kent. (subscribed)
@euro911 Thank you sir. Have you started playing with that welder yet?? I did, however, purchase a HF welding cart and some supplies, but misplaced my helmet somewhere along the line
Well don't let it intimidate you. Welding is a lot like fiberglassing. You can always grind it off and do it again.
The steel spacers or bushing stock arrived last week so I was able to complete the engine cradle sans the transmission hanger part. Now that you know where the center of the front hangers are the next step is to drill those 1/4" out to 3/4". Since the arbor bit has a 1/4" pilot bit we will use that hole to align the 3/4" hole saw before drilling. To make sure I'm not "catty wamposed" I position the tube so that the 1/4" bit, still in the drill press, so that it bit passes freely thru both sides before clamping the tube in place. Next I remove the 1/4" bit and chuck the 3/4" arbor bit in place. Now it's just a matter of running the 3/4" bit thru. If you're "on the money" the steel spacer will need a bit of persuasion to pass thru the tube. If it doesn't, no big deal. It just makes it easier during the next few steps as it will not need to be hung or supported on this end.
Click to view attachment
Click to view attachment
Here is the right side in place. The steel spacer is still 4" long at this point and will be cut down to 3" before welded in place. I know the picture shows to cut it 3 1/2" but that is incorrect.
Click to view attachment
Click to view attachment
Now check the tube for level and adjust the tube up or down the steel spacer until it is level. Now check to see that the other end is in the correct spot on the 3"x4" plate. Once you're satisfied tack both ends and recheck for level and position. If it didn't slip or move go ahead and weld both ends as much as you can. You can finish any areas you miss once we remove the cradle from the car. Why do it this way? Shrinkage! I learned that lesson on my 1st cradle. By doing it this way we are using the car as a jig to prevent any shrinkage. It's a PITA welding overhead and in tight areas and your welds will look like but in the end you'll be glad you did. I think I'll make a jig for future cradles so I don't have to do this in the future. Oops doubled up on that last pic.
but in the end you'll be glad you did. I think I'll make a jig for future cradles so I don't have to do this in the future. Oops doubled up on that last pic.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Here is the right side in place. The steel spacer is still 4" long at this point and will be cut down to 3" before welded in place. I know the picture shows to cut it 3 1/2" but that is incorrect.
Click to view attachment
Click to view attachment
Now check the tube for level and adjust the tube up or down the steel spacer until it is level. Now check to see that the other end is in the correct spot on the 3"x4" plate. Once you're satisfied tack both ends and recheck for level and position. If it didn't slip or move go ahead and weld both ends as much as you can. You can finish any areas you miss once we remove the cradle from the car. Why do it this way? Shrinkage! I learned that lesson on my 1st cradle. By doing it this way we are using the car as a jig to prevent any shrinkage. It's a PITA welding overhead and in tight areas and your welds will look like
but in the end you'll be glad you did. I think I'll make a jig for future cradles so I don't have to do this in the future. Oops doubled up on that last pic.Click to view attachment
Click to view attachment
Click to view attachment
You make it look like you know what you're doing there ... 
Now it's time to take this cross member tube and cut it to length.
Click to view attachment
The ends will be drilled with an 1.5" arbor bit at a 110 degree (or 70 degree) angle depending upon which side you're measuring the angle. The end to end measurement taken on the edge of the holes on shortest side will be 30". I suggest you make it a little longer and trim to the final length once you're certain the 30" length will work for you. I'll explain further. Once both ends of the cross member are drilled one side is longer than the other since we are not drilling perpendicular to the pipe. I was distracted by "someone" when I started drilling and measured 30" from the edge of the hole on the long side and screwed that piece up. So, it was a few days before I could get back up to Aircraft Spruce for a 3' piece to correct my boo-boo. Notice that small C clamp on one end. That was ground flat on one side so I could lay my level upon it. Once the first hole is drilled out the cross member is flipped end to end and re-inserted in the tube notcher and checked for level on the C clamp before tightening the tube down in the tube notcher. The C clamp will be on top during both operations. This keeps the drilled ends parallel to one another.
Click to view attachment
Click to view attachment
Click to view attachment
Before going any further I should explain where I got the 30" short edge to short edge dimension. I like to keep the axles centered with the output flanges on the transmission. To achieve this I need to have the center of the cross member 14" from the rear edge of the steel spacer. Just lay your rule on top of the tube and measure back 14". Then roughly draw an 1.5" circle on each side 14" from the center to the edge of the spacer. This will give you reference point for fitting the cross member.If you want your engine to sit closer to the firewall then you will need to adjust this dimension accordingly. Do not place the crossmember further towards the rear unless you want cut up your trunk floor.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Once you're satisfied with the length you'll want to square it up before welding it in place. I used a string that was strung from the brake calipers. Once the string is taunt measure from the firewall back to either end. Those measurements should be equal; unless the car has some previous shoddy bodywork or Hans had a few beers at lunch. Now check the angle between the string and runners. That should be 110 or 70 degrees depending upon which side of the string you measure. Once secure tack weld both sides, double check your measurements then complete as much of the welds joints as you can.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
The ends will be drilled with an 1.5" arbor bit at a 110 degree (or 70 degree) angle depending upon which side you're measuring the angle. The end to end measurement taken on the edge of the holes on shortest side will be 30". I suggest you make it a little longer and trim to the final length once you're certain the 30" length will work for you. I'll explain further. Once both ends of the cross member are drilled one side is longer than the other since we are not drilling perpendicular to the pipe. I was distracted by "someone" when I started drilling and measured 30" from the edge of the hole on the long side and screwed that piece up.
So, it was a few days before I could get back up to Aircraft Spruce for a 3' piece to correct my boo-boo. Notice that small C clamp on one end. That was ground flat on one side so I could lay my level upon it. Once the first hole is drilled out the cross member is flipped end to end and re-inserted in the tube notcher and checked for level on the C clamp before tightening the tube down in the tube notcher. The C clamp will be on top during both operations. This keeps the drilled ends parallel to one another.Click to view attachment
Click to view attachment
Click to view attachment
Before going any further I should explain where I got the 30" short edge to short edge dimension. I like to keep the axles centered with the output flanges on the transmission. To achieve this I need to have the center of the cross member 14" from the rear edge of the steel spacer. Just lay your rule on top of the tube and measure back 14". Then roughly draw an 1.5" circle on each side 14" from the center to the edge of the spacer. This will give you reference point for fitting the cross member.If you want your engine to sit closer to the firewall then you will need to adjust this dimension accordingly. Do not place the crossmember further towards the rear unless you want cut up your trunk floor.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Once you're satisfied with the length you'll want to square it up before welding it in place. I used a string that was strung from the brake calipers. Once the string is taunt measure from the firewall back to either end. Those measurements should be equal; unless the car has some previous shoddy bodywork or Hans had a few beers at lunch. Now check the angle between the string and runners. That should be 110 or 70 degrees depending upon which side of the string you measure. Once secure tack weld both sides, double check your measurements then complete as much of the welds joints as you can.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Now remove the cradle from the car and place it upon the motor mounts. Be sure you have all the weld joints on the motor mounts completed at this stage. Place the cross member on the motor mount pieces and check that the cradle is parallel from to back with the engine. Once the cradle is leveled go-ahead and weld it to the motor mounts. It should look something like this once removed from the car.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Next up is the transmission carrier. To be continued...................
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Next up is the transmission carrier. To be continued...................
Man...That is so perfect !!
QUOTE(flmont @ Jul 23 2020, 12:45 PM)
Man...That is so perfect !!
You jinxed me Frank! JK, I made a dumb assed mistake and corrections were in order so hence the hiatus. I left off thinking only the trans hanger was left to do. WRONG!
As I installed the clutch after placing the engine in the cradle I discovered the engine was not centered upon the cradle. I had also placed the reinforcement plate on the backside of the mount which would have acted as a scoop for dirt and grime. It should have been placed on the front side AND NOT welded to the tube on the bottom. That would have collected water and led to rust eventually
 How in the Hell did I manage that. It was 1.5" off center. Quien es el burro? So I cut off the mounts to made new ones and I'm glad that I did. I had varied from my original design and encountered a mounting problem as a result. By mounting the U shaped saddles more closely together I took away the length needed for the slot required. The slot allows for the angle of the mounting bolt on the OEM motor mount . I could have mounted the rubber OEM mount on the cradle first then attached the OEM mount to the engine but since I was making another set I now placed the U saddles far enough apart to allow for the lengthening of the slot. In doing so I reduced the process for fabricating the saddles. If you've already cut the U saddles per my earlier description your alright. You just need to mount the OEM mount to the cradle before mounting the engine.
How in the Hell did I manage that. It was 1.5" off center. Quien es el burro? So I cut off the mounts to made new ones and I'm glad that I did. I had varied from my original design and encountered a mounting problem as a result. By mounting the U shaped saddles more closely together I took away the length needed for the slot required. The slot allows for the angle of the mounting bolt on the OEM motor mount . I could have mounted the rubber OEM mount on the cradle first then attached the OEM mount to the engine but since I was making another set I now placed the U saddles far enough apart to allow for the lengthening of the slot. In doing so I reduced the process for fabricating the saddles. If you've already cut the U saddles per my earlier description your alright. You just need to mount the OEM mount to the cradle before mounting the engine. Looking at the pics below you will see that one 4x4 plate gives you all 4 saddles less cutting and end up being the correct length needed. It also gives a little more material for welding to the tube towards the top of the U.
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Welded in place.
Click to view attachment
The brace correctly positioned facing the front and with a gap that will allow water/sludge to drain and not collect.
Click to view attachment
Click to view attachment
Click to view attachment
Braces in place.
Click to view attachment
Since we can't see inside the tube I added another element to avoid rusting on the inside. The Schroeder valve allowed me to air test my welds. If air can't seep out moisture cannot seep in.
 You'll need to drill 2 small hole in each arm where the cross brace welds to it in order to get a test on the entire cradle. The Schroeder valve will be removed and plugged later. I thought it could act as an "air tank" but there isn't enough volume to inflate a tire.
You'll need to drill 2 small hole in each arm where the cross brace welds to it in order to get a test on the entire cradle. The Schroeder valve will be removed and plugged later. I thought it could act as an "air tank" but there isn't enough volume to inflate a tire.  Now back to where I left off before I discovered my
Now back to where I left off before I discovered my  up. To be continued.................
up. To be continued.................Click to view attachment
And then there was this Heatwave........There went 3 weeks . On the bright side the cradle is finished sans 2 weld joints and paint. I changed this cradle up a tiny wee bit. If you saw my other build thread you saw that I needed to make a cover in the trunk in order to cover the starter and the clutch slave cylinder. Well, not the entire slave just the actuator arm and the bleed screw. This is the cover on the black conversion.
Click to view attachment
After talking to Bob aka @BIGKAT83 I discovered there is another Subaru starter that is clocked differently thus avoiding a trunk cut for the starter solenoid. Order a starter for a 2002 Outback w/ the 4 cylinder and standard transmission. Thx Bob. I also decided to slide the engine forward 1" giving myself the needed clearance for the slave cylinder. I was dead set on the output flanges being centered with the wheel centers on the first conversion. But truthfully the 1" offset is not noticeable. As with the other conversion I cut the top off the actuator arm where the return spring clips on. It's not needed and gives a little more vertical clearance.
This pic show the clearance between the trunk floor and the starter.
Click to view attachment
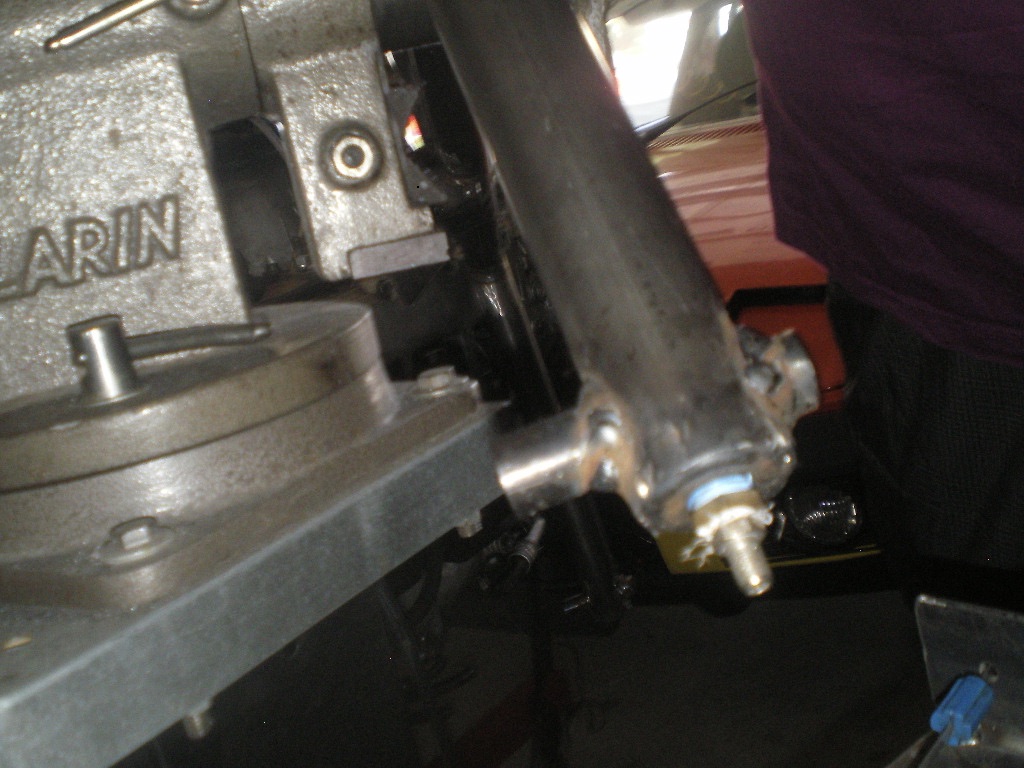
One showing the clearance between the trunk and bleeder screw on the slave cylinder. Look closely and you'll see an 1/8" hole drilled into the trunk floor. This is to help locate a 1" access hole that I'll drill. It will receive a snap in plug to cover and allow me to bleed the slave w/o getting beneath the car.
Click to view attachment
These two show the arm cut down and the clearance.
Click to view attachment
Click to view attachment
There is a "whatchamacallit" that holds the steel tubing and Banjo bolt at the slave cylinder. I remove this and straighten the tube a bit. Then loosen the nut and flip it over the top of the transmission so that the flare nut is on the passenger side looking down. Anywhere in this general vicinity is good as it will tie into an AN-3 flex hose.
Click to view attachment
Click to view attachment
Roll up a paper towel and twist it into the transmission fill tube. It keeps crap out and shows you where to drill the "access hole". At some point I'll get lazy and abbreviate this as an "A Hole".
Click to view attachment
And later you have a place for the dipstick to easily pass through the trunk floor. A very small slit at the edge of the carpet is all that is needed. This pic is from the '73 914 conversion but as you can see there is room to relocate the hole 1" forward. Possibly avoiding a slit on the edge of the carpet. No big deal either way.
Click to view attachment
Click to view attachment
. On the bright side the cradle is finished sans 2 weld joints and paint. I changed this cradle up a tiny wee bit. If you saw my other build thread you saw that I needed to make a cover in the trunk in order to cover the starter and the clutch slave cylinder. Well, not the entire slave just the actuator arm and the bleed screw. This is the cover on the black conversion.Click to view attachment
After talking to Bob aka @BIGKAT83 I discovered there is another Subaru starter that is clocked differently thus avoiding a trunk cut for the starter solenoid. Order a starter for a 2002 Outback w/ the 4 cylinder and standard transmission. Thx Bob.
I also decided to slide the engine forward 1" giving myself the needed clearance for the slave cylinder. I was dead set on the output flanges being centered with the wheel centers on the first conversion. But truthfully the 1" offset is not noticeable. As with the other conversion I cut the top off the actuator arm where the return spring clips on. It's not needed and gives a little more vertical clearance. This pic show the clearance between the trunk floor and the starter.
Click to view attachment
One showing the clearance between the trunk and bleeder screw on the slave cylinder. Look closely and you'll see an 1/8" hole drilled into the trunk floor. This is to help locate a 1" access hole that I'll drill. It will receive a snap in plug to cover and allow me to bleed the slave w/o getting beneath the car.
Click to view attachment
These two show the arm cut down and the clearance.
Click to view attachment
Click to view attachment
There is a "whatchamacallit" that holds the steel tubing and Banjo bolt at the slave cylinder. I remove this and straighten the tube a bit. Then loosen the nut and flip it over the top of the transmission so that the flare nut is on the passenger side looking down. Anywhere in this general vicinity is good as it will tie into an AN-3 flex hose.
Click to view attachment
Click to view attachment
Roll up a paper towel and twist it into the transmission fill tube. It keeps crap out and shows you where to drill the "access hole". At some point I'll get lazy and abbreviate this as an "A Hole".
Click to view attachment
And later you have a place for the dipstick to easily pass through the trunk floor. A very small slit at the edge of the carpet is all that is needed. This pic is from the '73 914 conversion but as you can see there is room to relocate the hole 1" forward. Possibly avoiding a slit on the edge of the carpet. No big deal either way.
Click to view attachment
Click to view attachment
Oops. I didn't show any pics of the final cradle part. Not much to it but here it is. Just a 3" x 12" 3/16" plate with a stiffer welded to it and 3/4" .095 chromolly tubes holding it to the main cradle. Its just spot welded on the tubes but I'll finish those two welds before painting it. To be continued...................
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Click to view attachment
Since you drilled holes for the Schroeder valves, you can pop them out & still shoot some Eastwood Internal Frame Coating in there 
or other coating of your choice.Fluid Film or Boeing T9 would be my choice. But even paint would go a long way. I had a buddy who used to restore Sunbeam Tigers, Doug Jennings. He would take his left over epoxy primer before it setup, and just poor it into every hole he could find on the body, and then rotate it around slowly to make sure everything was covered.
Floor of his shop had a nice coverage of epoxy primer also, but he achieved the goal.
Or you can take the easy way out and if it holds pressurized air, it will hold vacuum, draw it down with a vacuum pump and never worry about it again, or at least as long as you have it. Depending on wall thickness, I doubt you would see significant internal rust that would cause a larger issue.
Kent-

I'm here for you if you decide to bead blast, epoxy paint or powdercoat. I can even stress relieve to ensure it doesn't twist over time.
LMK...
Oscar
I'm here for you if you decide to bead blast, epoxy paint or powdercoat. I can even stress relieve to ensure it doesn't twist over time.
LMK...
Oscar
QUOTE(ValcoOscar @ Aug 25 2020, 08:48 AM)
Kent-
I'm here for you if you decide to bead blast, epoxy paint or powdercoat. I can even stress relieve to ensure it doesn't twist over time.
LMK...
Oscar
Thx Oscar. I just got back from Tractor supply with a qt of black. Wish I'd known about your ability to stress relive professionally. I relieved the weld joints w/ Oxy/Acy; the poor boy's way.
QUOTE(euro911 @ Aug 24 2020, 09:12 PM)
Since you drilled holes for the Schroeder valves, you can pop them out & still shoot some Eastwood Internal Frame Coating in there
QUOTE(914forme @ Aug 25 2020, 05:39 AM)
or other coating of your choice.Fluid Film or Boeing T9 would be my choice. But even paint would go a long way. I had a buddy who used to restore Sunbeam Tigers, Doug Jennings. He would take his left over epoxy primer before it setup, and just poor it into every hole he could find on the body, and then rotate it around slowly to make sure everything was covered.
Floor of his shop had a nice coverage of epoxy primer also, but he achieved the goal.
Or you can take the easy way out and if it holds pressurized air, it will hold vacuum, draw it down with a vacuum pump and never worry about it again, or at least as long as you have it. Depending on wall thickness, I doubt you would see significant internal rust that would cause a larger issue.
Good suggestions from the both of you. Here in this climate I should be OK au natural.
This is a "lo-fi" version of our main content. To view the full version with more information, formatting and images, please click here.