|
|
|
Porsche, and the Porsche crest are registered trademarks of Dr. Ing. h.c. F. Porsche AG.
This site is not affiliated with Porsche in any way. Its only purpose is to provide an online forum for car enthusiasts. All other trademarks are property of their respective owners. |
|
|

  |

| injunmort |
 Oct 7 2011, 06:10 AM Oct 7 2011, 06:10 AM
Post
#41
|
|
Senior Member  Group: Members Posts: 1,024 Joined: 12-April 10 From: sugarloaf ny Member No.: 11,604 Region Association: North East States |
totally awesome, really impressive process
|
   |

 
|
| peteyd |
Oct 7 2011, 08:44 AM
Post
#42
|
|
Senior Member Group: Members Posts: 744 Joined: 27-March 08 From: Elora, Ontario, Canada Member No.: 8,858 Region Association: Canada |
(IMG:style_emoticons/default/piratenanner.gif)
The 1" ballnose finished with no glitches.  The .5" ballnose will run for 180 hrs. Good thing its Canadian Thankgiving this weekend! Taking the rest of the day off and Relaxin at the cottage!  |
|
|
|
| mikea100 |
Oct 7 2011, 09:30 AM
Post
#43
|
|
Member Group: Members Posts: 181 Joined: 28-December 09 From: Edison, NJ Member No.: 11,182 Region Association: North East States |
Great work! Any chance of making those from galvanized steel for better rust protection?
|
|
|
|
| peteyd |
Oct 7 2011, 10:02 AM
Post
#44
|
|
Senior Member Group: Members Posts: 744 Joined: 27-March 08 From: Elora, Ontario, Canada Member No.: 8,858 Region Association: Canada |
QUOTE(mikea100 @ Oct 7 2011, 07:30 AM)  Great work! Any chance of making those from galvanized steel for better rust protection? All of our panels are made using galvanneal. I will let Wikipedia better explain what that process is... Galvannealed or galvanneal is the result from the combined process of galvanizing and annealing to produce specialized sheets of steel. The galvanization is made through the hot-dipping (Hot-dip galvanizing) process and gives a very fine greyish matte finish. Galvanneal does not flake off its galvanized coating when formed, stamped, and bent. The very fine matte finish acts like a primer, allowing paint to adhere easily, and is very rust proof; only white to dark grey marks appear if it comes in contact with water. Galvanneal sheets offer good paintability, weldability, corrosion resistance, and formability. It is extensively used in the automotive, signage, electric equipment, and other industries requiring a metal with good paintability and long reliable service life. This steel process is produced by many steel mills and it is commonly referred by its trade name of Jet-Kote. |
|
|
|
| peteyd |
Oct 9 2011, 05:22 PM
Post
#45
|
|
Senior Member Group: Members Posts: 744 Joined: 27-March 08 From: Elora, Ontario, Canada Member No.: 8,858 Region Association: Canada |
(IMG:style_emoticons/default/headbang.gif)
The power must have gone out this weekend some time between saturday night and sunday morning! Lost some time! (IMG:style_emoticons/default/headbang.gif) oh well, (IMG:style_emoticons/default/stromberg.gif) happens. I started it back up on the opposite side, so hopefully it will be done by the beginning of next weekend  |
|
|
|
| gothspeed |
Oct 11 2011, 02:28 PM
Post
#46
|
|
Senior Member Group: Members Posts: 1,539 Joined: 3-February 09 From: SoCal Member No.: 10,019 Region Association: None |
This is freakin insane!!!! Thank you for sharing the pics!!!!! (IMG:style_emoticons/default/smile.gif)
|
|
|
|
| sixnotfour |
Oct 11 2011, 02:32 PM
Post
#47
|
|
914 Wizard Group: Members Posts: 11,266 Joined: 12-September 04 Member No.: 2,744 Region Association: NineFourteenerVille |
Great Work
|
|
|
|
| RON S. |
Oct 11 2011, 05:01 PM
Post
#48
|
|
9140430841, FINALLY RUNNING Group: Members Posts: 1,216 Joined: 22-May 03 From: WALTERBORO,S.C. Member No.: 724 Region Association: South East States |
It is sometimes simply amazing to me how lucky we are to be living in the age we are right now. The older guys that made that original stamping back in 69 had to do it the hard way. Massive Calculations, wooden bucks, manual machining. Today we have Faro & Romer arms to digitize parts in hours, Solidworks to convert the digitizing to raster modeling in minutes, Edgecam & Mastercam to convert the modeling to machine programming in hours, and 5,6, & 7 axis cnc machining centers to take a 3-4'' block of steel, and turn it into a usable die set in a matter of days. Beautiful Pete, Thanks for taking the risk on this, as I'm sure there are a lotta 914's needing this piece. (IMG:style_emoticons/default/thumb3d.gif) (IMG:style_emoticons/default/thumb3d.gif) Ron |
|
|
|
| zymurgist |
Oct 11 2011, 05:49 PM
Post
#49
|
|
"Ace" Mechanic Group: Members Posts: 7,411 Joined: 9-June 05 From: Hagerstown, MD Member No.: 4,238 Region Association: None |
Wow!
Babydoll is going to need one of these pieces, so I'm extra happy about what you're doing! |
|
|
|
| Eric_Shea |
Oct 28 2011, 06:57 PM
Post
#50
|
|
PMB Performance Group: Admin Posts: 19,304 Joined: 3-September 03 From: Salt Lake City, UT Member No.: 1,110 Region Association: Rocky Mountains |
Make Flares! (IMG:style_emoticons/default/wink.gif)
|
|
|
|
| peteyd |
Nov 4 2011, 10:57 AM
Post
#51
|
|
Senior Member Group: Members Posts: 744 Joined: 27-March 08 From: Elora, Ontario, Canada Member No.: 8,858 Region Association: Canada |
Well its been a little while since I had an update.
The male half is done now, and I am starting the prep work for the female side. In total the finishing bit ran for about 280 hours. I had to take two passes because about every 24hours I had to change the carbide insert. After putting in a new carbide, the height difference would be .003-.005 of an inch. After the final bit was finished, I drilled and reamed a hole through the mounting plate into the top of the table(circled in red). The reason I had to do this is because I machined all the way around the die and there were no flat edges to pick up off of if I ever wanted to put the die bad onto the mill for any reason. I then recorded the machine coordinates on the mounting plate to ensure the datum point is in the exact same location every time. Now I still have to polish this die, which will most likely take a full two weeks. 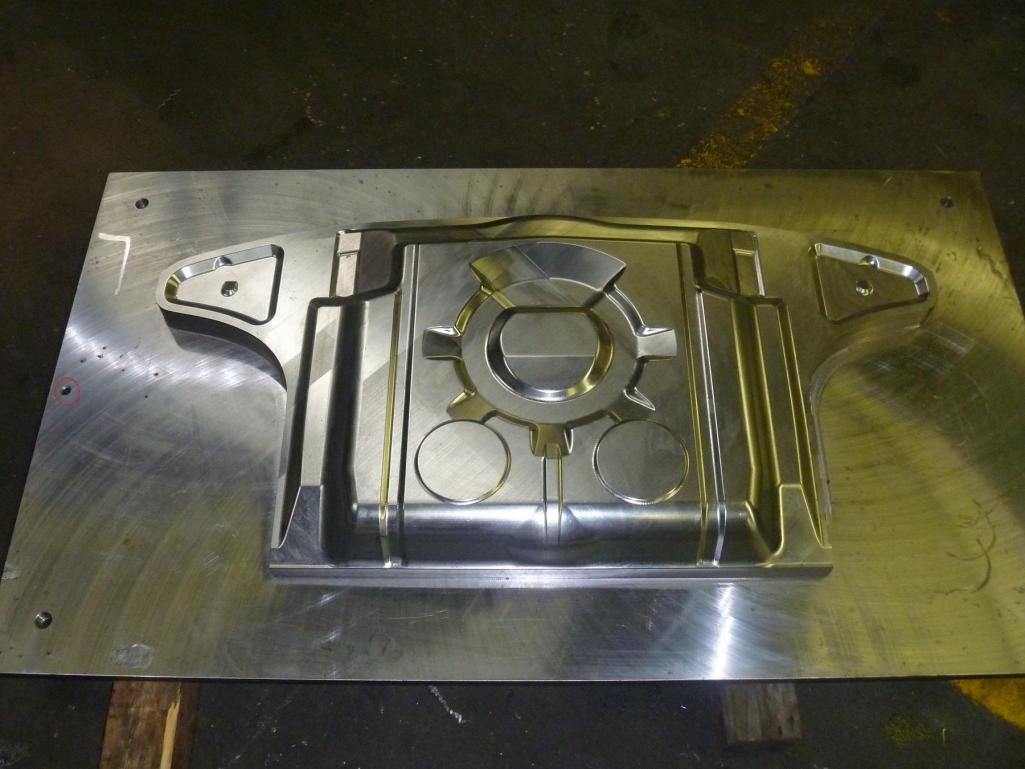 |
|
|
|
| zymurgist |
Nov 4 2011, 11:26 AM
Post
#52
|
|
"Ace" Mechanic Group: Members Posts: 7,411 Joined: 9-June 05 From: Hagerstown, MD Member No.: 4,238 Region Association: None |
Why does the die have to be polished? Just curious.
|
|
|
|
| maf914 |
Nov 4 2011, 11:48 AM
Post
#53
|
|
Not a Guru! Group: Members Posts: 3,049 Joined: 30-April 03 From: Central Florida Member No.: 632 Region Association: None |
Pete, Thanks
That is really interesting. Thanks for posting this. I hope you will show us the compete process. Thanks again. |
|
|
|
| peteyd |
Nov 4 2011, 01:14 PM
Post
#54
|
|
Senior Member Group: Members Posts: 744 Joined: 27-March 08 From: Elora, Ontario, Canada Member No.: 8,858 Region Association: Canada |
QUOTE(zymurgist @ Nov 4 2011, 09:26 AM) Why does the die have to be polished? Just curious. There are still tool marks on the die. It needs to have a mirror finish on it because when the metal is stamped, it flows. When there are tooling marks, it will cause friction and thus cause tearing or wrinkling. The polishing process is brutal. First we use 60 grit boat stones to take out most of the larger marks. Then we work our way down from 60 to 120 to 200 to 400 diamond grit pads. |
|
|
|
| zymurgist |
Nov 4 2011, 01:45 PM
Post
#55
|
|
"Ace" Mechanic Group: Members Posts: 7,411 Joined: 9-June 05 From: Hagerstown, MD Member No.: 4,238 Region Association: None |
QUOTE(peteyd @ Nov 4 2011, 03:14 PM) QUOTE(zymurgist @ Nov 4 2011, 09:26 AM) Why does the die have to be polished? Just curious. There are still tool marks on the die. It needs to have a mirror finish on it because when the metal is stamped, it flows. When there are tooling marks, it will cause friction and thus cause tearing or wrinkling. The polishing process is brutal. First we use 60 grit boat stones to take out most of the larger marks. Then we work our way down from 60 to 120 to 200 to 400 diamond grit pads. Wow! So you polish the dies and make a run of parts, then the dies go in storage until more parts are needed... I am guessing that you coat the dies with cosmoline or something similar to prevent rust while they are in storage. This is all fascinating to me... I'm a computer geek so I work with products of a more virtual nature. |
|
|
|
| peteyd |
Nov 4 2011, 05:54 PM
Post
#56
|
|
Senior Member Group: Members Posts: 744 Joined: 27-March 08 From: Elora, Ontario, Canada Member No.: 8,858 Region Association: Canada |
QUOTE(zymurgist @ Nov 4 2011, 11:45 AM) QUOTE(peteyd @ Nov 4 2011, 03:14 PM) QUOTE(zymurgist @ Nov 4 2011, 09:26 AM) Why does the die have to be polished? Just curious. There are still tool marks on the die. It needs to have a mirror finish on it because when the metal is stamped, it flows. When there are tooling marks, it will cause friction and thus cause tearing or wrinkling. The polishing process is brutal. First we use 60 grit boat stones to take out most of the larger marks. Then we work our way down from 60 to 120 to 200 to 400 diamond grit pads. Wow! So you polish the dies and make a run of parts, then the dies go in storage until more parts are needed... I am guessing that you coat the dies with cosmoline or something similar to prevent rust while they are in storage. This is all fascinating to me... I'm a computer geek so I work with products of a more virtual nature. You got it! I will probably stamp out around 50 to start with, and see how they sell. I dont anticipate high sales with this part right away. I would then start to produce the suspension mounting points and build a jig to weld them in. I would then give the option to the buyer to buy just the pan, for the cars that have had AC installed in the past, and then the pan with the suspension mounting points for the severely rusted cars or that have had front end damage. |
|
|
|
| partwerks |
Nov 5 2011, 05:42 PM
Post
#57
|
|
Senior Member Group: Members Posts: 1,621 Joined: 7-September 06 From: Grand Island, NE Member No.: 6,787 |
How's about stamping out some steel roofs for those who may want a permanent hard top??
Be nice to eliminate some, squeaks, leaks, and noise, along with a stiffer chassis. |
|
|
|
| mepstein |
Nov 5 2011, 06:01 PM
Post
#58
|
|
914-6 GT in waiting Group: Members Posts: 20,750 Joined: 19-September 09 From: Landenberg, PA/Wilmington, DE Member No.: 10,825 Region Association: MidAtlantic Region |
QUOTE(partwerks @ Nov 5 2011, 07:42 PM) How's about stamping out some steel roofs for those who may want a permanent hard top?? Be nice to eliminate some, squeaks, leaks, and noise, along with a stiffer chassis. If you got together a big enough pre-paid group, they might. But looking over this thread, it's too big a project to do unless there is a guaranteed market. JMO |
 |
|
| Cairo94507 |
Nov 6 2011, 08:29 AM
Post
#59
|
|
Michael Group: Members Posts: 10,665 Joined: 1-November 08 From: Auburn, CA Member No.: 9,712 Region Association: Northern California |
I just love this thread and that someone loves our 914's enough to make these badly needed parts.
I know my 914-6 has some rust, not bad but typical passenger side issues. I won't know how bad until the car begins the body restoration phase of my project. I am still in the process of gathering mechanical parts for the build. |
|
|
|
| 914 shifter |
Nov 6 2011, 07:08 PM
Post
#60
|
|
airhead Group: Members Posts: 266 Joined: 28-August 10 From: ny/nj Member No.: 12,111 Region Association: North East States |
any tricks/advice on welding to our 1970 sheet metal. maintaining structural integrity between the new and older metals is well (IMG:style_emoticons/default/shades.gif)
|
|
|
|
|
2 User(s) are reading this topic (2 Guests and 0 Anonymous Users)
0 Members:

|
Lo-Fi Version | Time is now: 9th June 2026 - 09:19 AM |
Invision Power Board
v9.1.4 © 2026 IPS, Inc.