|
|
|
Porsche, and the Porsche crest are registered trademarks of Dr. Ing. h.c. F. Porsche AG.
This site is not affiliated with Porsche in any way. Its only purpose is to provide an online forum for car enthusiasts. All other trademarks are property of their respective owners. |
|
|

  |

| jim_hoyland |
 Oct 7 2023, 01:36 PM Oct 7 2023, 01:36 PM
Post
#1
|
|
Get that VIN ?  Group: Members Posts: 9,296 Joined: 1-May 03 From: Sunset Beach, CA Member No.: 643 Region Association: Southern California |
How can one tell the amount of ware if you don’t know the original rotor thickness ?
Are rotors marked with its thickness ? |
   |

 
|
| GregAmy |
Oct 7 2023, 02:06 PM
Post
#2
|
|
Advanced Member Group: Members Posts: 2,300 Joined: 22-February 13 From: Middletown CT Member No.: 15,565 Region Association: North East States |
Front rotor wear limit is 9.5mm minimum; rear is 8.5mm.
|
|
|
|
| jim_hoyland |
Oct 7 2023, 03:21 PM
Post
#3
|
|
Get that VIN ? Group: Members Posts: 9,296 Joined: 1-May 03 From: Sunset Beach, CA Member No.: 643 Region Association: Southern California |
What about vented rotors?
|
|
|
|
| GregAmy |
Oct 7 2023, 03:31 PM
Post
#4
|
|
Advanced Member Group: Members Posts: 2,300 Joined: 22-February 13 From: Middletown CT Member No.: 15,565 Region Association: North East States |
QUOTE(jim_hoyland @ Oct 7 2023, 04:21 PM)  What about vented rotors? Review the application for which they were designed for the minimum wear limits. |
|
|
|
| technicalninja |
Oct 7 2023, 04:45 PM
Post
#5
|
|
Senior Member Group: Members Posts: 1,218 Joined: 31-January 23 From: Granbury Texas Member No.: 27,135 Region Association: Southwest Region |
If you see markings on a rotor that number will be the minimum thickness.
Most (but not all) rotors are marked somewhere. Often it is a light stamping on the outer diameter between the brake surfaces. These usually rust off pretty quickly and can be impossible to read. Sometimes wetting the outer diameter with WD/40 will reveal the numbers. I've never seen the "new" thickness marked on a rotor. On old rotors (914 qualifies as old) the difference between new and minimum could be as much as 2 mm. You could have those rotors turned a couple of times. New modern stuff is built just over minimums (less than .5mm) and is designed to force you to purchase new rotors each brake job. You should be able to find both the minimum thickness and the new thickness numbers on vendor sites or forums like this one. My BIGGEST problem with having rotors turned is that very few true machinists are left over and the companies that have brake lathes commonly don't have people who can operate the machinery correctly. I'd pay them the same amount if they would just let me use their equipment! I have ONE machine shop that is a 45-minute drive that I will take VALUABLE stuff too. It's a total of 3 hours of windshield time to get rotors done (2 trips) and they are not cheap anyways (30 per). Rotors got to cost more than 200 to make this trip worthwhile. I replace rotors all the time with new ones... |
|
|
|
| PatMc |
Oct 7 2023, 05:03 PM
Post
#6
|
|
Member Group: Members Posts: 120 Joined: 27-June 21 From: Long Beach Member No.: 25,669 Region Association: None |
QUOTE(technicalninja @ Oct 7 2023, 05:45 PM) New modern stuff is built just over minimums (less than .5mm) and is designed to force you to purchase new rotors each brake job. I hear this all the time, and I'm not sure who made it up first, but with very few exceptions, it couldn't be further from the actual truth. Just about every rotor out there (again, there are a few exceptions) start out life 2mm thicker than the min thickness spec. A 2018 Porsche 911 GT3 for example, has a 34mm thick rotor with a minimum thickness spec of 32mm. |
 |
|
| 76-914 |
Oct 7 2023, 05:32 PM
Post
#7
|
|
Repeat Offender & Resident Subaru Antagonist Group: Members Posts: 13,502 Joined: 23-January 09 From: Temecula, CA Member No.: 9,964 Region Association: Southern California |
QUOTE(PatMc @ Oct 7 2023, 04:03 PM) QUOTE(technicalninja @ Oct 7 2023, 05:45 PM) New modern stuff is built just over minimums (less than .5mm) and is designed to force you to purchase new rotors each brake job. I hear this all the time, and I'm not sure who made it up first, but with very few exceptions, it couldn't be further from the actual truth. Just about every rotor out there (again, there are a few exceptions) start out life 2mm thicker than the min thickness spec. A 2018 Porsche 911 GT3 for example, has a 34mm thick rotor with a minimum thickness spec of 32mm. Thx for the intel. Good to know, Pat. (IMG:style_emoticons/default/beerchug.gif) |
|
|
|
| technicalninja |
Oct 7 2023, 06:01 PM
Post
#8
|
|
Senior Member Group: Members Posts: 1,218 Joined: 31-January 23 From: Granbury Texas Member No.: 27,135 Region Association: Southwest Region |
I'm doing 100+ brake jobs a year at my business.
I've wrenched professionally for the last 4 decades. This is what I'm seeing on a weekly basis at the sharp pointy end of the stick. You're calling me a liar, Sir! I've not had a GT3 in the shop ever. That might be a rotor that would be worth taking to my machinist. I'm fixing appliance cars, truck, and SUVs. New rotors are far more common to be only able to machine .010 on each side before being undersized. This is not something that I've read, this is something that I have experienced on a regular basis. Any damage whatsoever and you have to replace. I'm a customer of yours Pat. Calling your customers liars is a poor business decision in my book. |
|
|
|
| PatMc |
Oct 7 2023, 07:10 PM
Post
#9
|
|
Member Group: Members Posts: 120 Joined: 27-June 21 From: Long Beach Member No.: 25,669 Region Association: None |
QUOTE(technicalninja @ Oct 7 2023, 07:01 PM) I'm doing 100+ brake jobs a year at my business. I've wrenched professionally for the last 4 decades. This is what I'm seeing on a weekly basis at the sharp pointy end of the stick. You're calling me a liar, Sir! I've not had a GT3 in the shop ever. That might be a rotor that would be worth taking to my machinist. I'm fixing appliance cars, truck, and SUVs. New rotors are far more common to be only able to machine .010 on each side before being undersized. This is not something that I've read, this is something that I have experienced on a regular basis. Any damage whatsoever and you have to replace. I'm a customer of yours Pat. Calling your customers liars is a poor business decision in my book. I didn't call anyone a liar, I simply corrected a misconception. Get me a list of 10 vehicles you believe the 0.010" extra rule applies to, and I'll look up and post the specs. I'm not putting 2 and 2 together on which customer/shop you are....but aside from getting parts from me, I like my customers to walk away with a bit more knowledge than they had before...without having spent 20+ years digging for it like me....another friendly service we provide lol. What you're likely seeing, admittedly, is the result of abrasive friction material that the european manufacturers like to use, as opposed to adherent friction material used by most of the asian and domestic manufacturers. You get lots of rotor wear with abrasive friction...to the point where in some cases, the rotors are worn out before the pads. On an adherent system...the most notable being 2000ish to 2010ish GM truck, under ideal conditions the rotors will actually measure thicker than when they were new, because the friction transfer layer from the pads has dimension. They get replaced due to to rust, not wear. |
|
|
|
| Front yard mechanic |
Oct 8 2023, 07:55 AM
Post
#10
|
|
Senior Member Group: Members Posts: 1,162 Joined: 23-July 15 From: New Mexico Member No.: 18,984 Region Association: None |
Braking is over rated anyways (IMG:style_emoticons/default/stirthepot.gif)
|
|
|
|
| jim_hoyland |
Oct 8 2023, 01:05 PM
Post
#11
|
|
Get that VIN ? Group: Members Posts: 9,296 Joined: 1-May 03 From: Sunset Beach, CA Member No.: 643 Region Association: Southern California |
Just checked my new Zimmerman vented rotor.
The min thickness is stamped on it : 22mm Attached thumbnail(s) 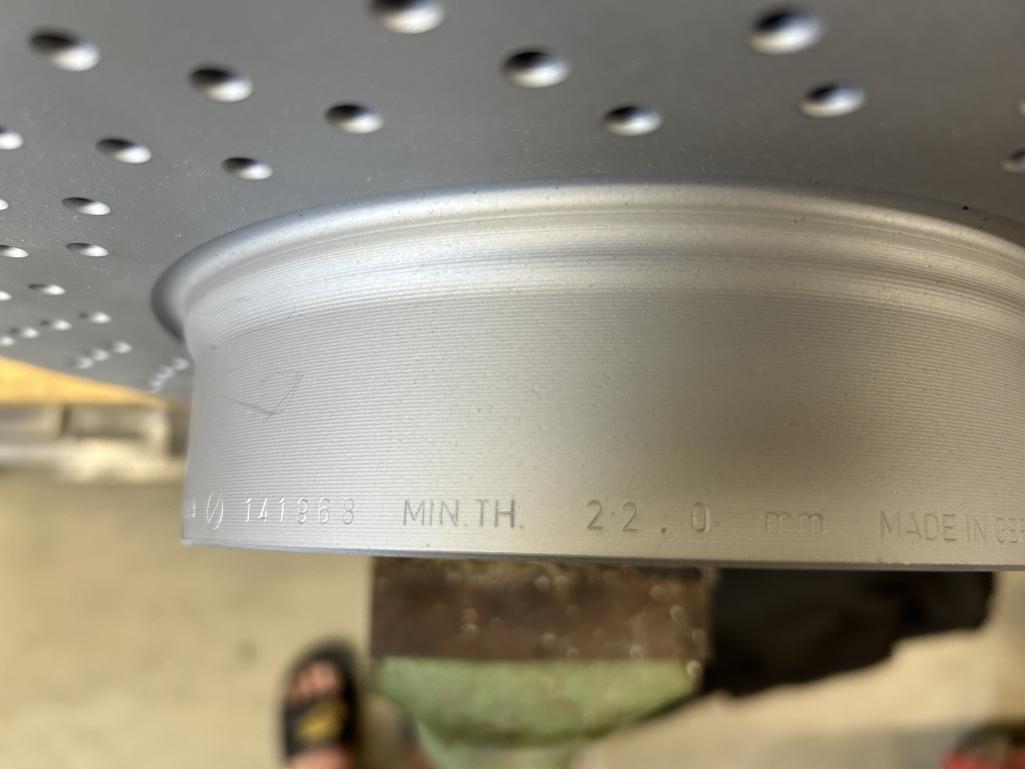
|
|
|
|
| Montreal914 |
Oct 8 2023, 04:09 PM
Post
#12
|
|
Senior Member Group: Members Posts: 1,559 Joined: 8-August 10 From: Claremont, CA Member No.: 12,023 Region Association: Southern California |
...And what is the thickness now (new)? (IMG:style_emoticons/default/smile.gif)
|
|
|
|
| Jack Standz |
Oct 8 2023, 05:04 PM
Post
#13
|
|
Member Group: Members Posts: 277 Joined: 15-November 19 From: Happy Place (& surrounding area) Member No.: 23,644 Region Association: None |
BTW the last time I had drilled rotors (like your new Zimmerman ones) turned, most every shop wouldn't do them. Said it ruins their cutters or something. Seems like a shame to replace the rotors if you're only looking at a very light cut that won't be problematic with the chamfers on the holes.
|
|
|
|
| 76-914 |
Oct 8 2023, 05:59 PM
Post
#14
|
|
Repeat Offender & Resident Subaru Antagonist Group: Members Posts: 13,502 Joined: 23-January 09 From: Temecula, CA Member No.: 9,964 Region Association: Southern California |
QUOTE(Jack Standz @ Oct 8 2023, 04:04 PM) BTW the last time I had drilled rotors (like your new Zimmerman ones) turned, most every shop wouldn't do them. Said it ruins their cutters or something. Seems like a shame to replace the rotors if you're only looking at a very light cut that won't be problematic with the chamfers on the holes. Maybe! Makes me wonder what I'm missing here. I turn square or octagon stock to round dimensions on my lathe without a 2nd thought. I can't see how the voids would be any different as far asa turning. (IMG:style_emoticons/default/confused24.gif) |
|
|
|
| jim_hoyland |
Oct 8 2023, 09:10 PM
Post
#15
|
|
Get that VIN ? Group: Members Posts: 9,296 Joined: 1-May 03 From: Sunset Beach, CA Member No.: 643 Region Association: Southern California |
QUOTE(Montreal914 @ Oct 8 2023, 03:09 PM) Current are 22.5 |
|
|
|
| PatMc |
Oct 8 2023, 09:41 PM
Post
#16
|
|
Member Group: Members Posts: 120 Joined: 27-June 21 From: Long Beach Member No.: 25,669 Region Association: None |
QUOTE(jim_hoyland @ Oct 8 2023, 10:10 PM) QUOTE(Montreal914 @ Oct 8 2023, 03:09 PM) Current are 22.5 Odd...what's the part number? |
|
|
|
| technicalninja |
Oct 8 2023, 09:42 PM
Post
#17
|
|
Senior Member Group: Members Posts: 1,218 Joined: 31-January 23 From: Granbury Texas Member No.: 27,135 Region Association: Southwest Region |
QUOTE(Jack Standz @ Oct 8 2023, 06:04 PM) BTW the last time I had drilled rotors (like your new Zimmerman ones) turned, most every shop wouldn't do them. Said it ruins their cutters or something. Seems like a shame to replace the rotors if you're only looking at a very light cut that won't be problematic with the chamfers on the holes. A rotor with any surface breaks will TRASH the carbide tips on a brake lathe. Drilled or slotted cannot be turned on a standard brake lathe. All rotors can be Blanchard ground. This is how flywheels are turned and requires a single side to be machined, the rotor is flipped over, and then the other side is machined. This DEMANDS excellence from the machine shop as both surfaces are not machined at the same time and a TINY deviation in how the rotor is chucked up will vastly affect your rotor run out. It's also expensive as it amounts to two flywheel machining operations with a rechuck between the jobs that really needs to be verified with a dial indicator. This is the main reason why I just replace most rotors now: When you have your normal rotors turned at your flaps ask the guy doing the machining "when is the last time you changed your tips?" Nowadays the answer is a confused look, and they say "The tips can be changed? I didn't know that." The proper way to turn a rotor with a standard brake lathe is to use a fast feed speed when you're trueing it. Once you get a complete clean pass on each side you turn the feed speed to its lowest setting and take a final pass at .001 on both sides and pull the trigger. This last cut takes a half an hour, you cannot see the machine actually feeding, you HAVE to walk away and listen to the hiss/whistle to tell when you are done. Any change in the tone of this noise needs to be investigated/corrected. Anti-vibration straps and pads should be employed and when the final cut is complete you take your 90 degree die grinder with a 200+ grit pad and sand the perfect almost mirror smooth finish creating surface finish that looks a lot like a Blanchard ground part. This omni-directional pattern helps initial bed in like nothing else! If you ask for this at your flaps you will receive the "deer in headlights" look and MOST will tell you that they don't have any anti-vibration equipment and their machine does NOT have an adjustable feed speed. They will NOT have a die grinder set up for the final surface finish and they will not understand WHY this stuff is necessary. You take your rotors to a proper machine shop and all this crap happens automatically... No-one in Granbury does it properly. My machine shop Automotive Machine is a 45-minute drive away from me. They are busy and will not do a rotor while you wait. You drop off in the morning and pick up later that day or the next. So, for me it's two 1.5 hour trips and 30-35 each for the work. I replace 98% of the rotors I deal with now. I'd love to have my own brake lathe but decent ones are 4K+ and all that machine does is rotors and drums. It takes up a "tool box" worth of space in the shop and is not a cost-effective tool for me to own. Most new rotors (even the cheap shit ones) come Blanchard ground. Last time I checked with AM on having a set of drilled rotors Blanchard ground it was 110 per rotor. The customer decided to just purchase new drilled rotors at those prices. These are the guys I use. If they were close to me, I'd have more rotors machined over automatically changing them. https://www.automotivemachine.com/ |
|
|
|
| PatMc |
Oct 8 2023, 09:55 PM
Post
#18
|
|
Member Group: Members Posts: 120 Joined: 27-June 21 From: Long Beach Member No.: 25,669 Region Association: None |
QUOTE(technicalninja @ Oct 8 2023, 10:42 PM) QUOTE(Jack Standz @ Oct 8 2023, 06:04 PM) BTW the last time I had drilled rotors (like your new Zimmerman ones) turned, most every shop wouldn't do them. Said it ruins their cutters or something. Seems like a shame to replace the rotors if you're only looking at a very light cut that won't be problematic with the chamfers on the holes. A rotor with any surface breaks will TRASH the carbide tips on a brake lathe. Drilled or slotted cannot be turned on a standard brake lathe. All rotors can be Blanchard ground. This is how flywheels are turned and requires a single side to be machined, the rotor is flipped over, and then the other side is machined. This DEMANDS excellence from the machine shop as both surfaces are not machined at the same time and a TINY deviation in how the rotor is chucked up will vastly affect your rotor run out. It's also expensive as it amounts to two flywheel machining operations with a rechuck between the jobs that really needs to be verified with a dial indicator. This is the main reason why I just replace most rotors now: When you have your normal rotors turned at your flaps ask the guy doing the machining "when is the last time you changed your tips?" Nowadays the answer is a confused look, and they say "The tips can be changed? I didn't know that." The proper way to turn a rotor with a standard brake lathe is to use a fast feed speed when you're trueing it. Once you get a complete clean pass on each side you turn the feed speed to its lowest setting and take a final pass at .001 on both sides and pull the trigger. This last cut takes a half an hour, you cannot see the machine actually feeding, you HAVE to walk away and listen to the hiss/whistle to tell when you are done. Any change in the tone of this noise needs to be investigated/corrected. Anti-vibration straps and pads should be employed and when the final cut is complete you take your 90 degree die grinder with a 200+ grit pad and sand the perfect almost mirror smooth finish creating surface finish that looks a lot like a Blanchard ground part. This omni-directional pattern helps initial bed in like nothing else! If you ask for this at your flaps you will receive the "deer in headlights" look and MOST will tell you that they don't have any anti-vibration equipment and their machine does NOT have an adjustable feed speed. They will NOT have a die grinder set up for the final surface finish and they will not understand WHY this stuff is necessary. You take your rotors to a proper machine shop and all this crap happens automatically... No-one in Granbury does it properly. My machine shop Automotive Machine is a 45-minute drive away from me. They are busy and will not do a rotor while you wait. You drop off in the morning and pick up later that day or the next. So, for me it's two 1.5 hour trips and 30-35 each for the work. I replace 98% of the rotors I deal with now. I'd love to have my own brake lathe but decent ones are 4K+ and all that machine does is rotors and drums. It takes up a "tool box" worth of space in the shop and is not a cost-effective tool for me to own. Most new rotors (even the cheap shit ones) come Blanchard ground. Last time I checked with AM on having a set of drilled rotors Blanchard ground it was 110 per rotor. The customer decided to just purchase new drilled rotors at those prices. These are the guys I use. If they were close to me, I'd have more rotors machined over automatically changing them. https://www.automotivemachine.com/ Most brake lathes use negative rake cutters which require a lot of tool pressure, which we can get away with without a lot of workpiece deflection in the case of a brake disc because we're cutting both sides at once, so there's no place for the workpiece to deflect...on a plain rotor. Interrupted cuts with negative rake tooling is a challenge. Positive rake tooling with considerably less tool pressure can get the job done, but nobody is going to get set up with with special tooling just to run X-drilled rotors...not just the inserts, the holders, etc... Most crossdrilled rotors are so grooved up by the end of the set of pads that cleaning them up will put them below the min spec anyway... Replacing is the best option for many right now since very few left out there can operate a brake lathe correctly and actually make the rotor better than it was before. Most make it worse. |
|
|
|
| GregAmy |
Oct 9 2023, 06:46 AM
Post
#19
|
|
Advanced Member Group: Members Posts: 2,300 Joined: 22-February 13 From: Middletown CT Member No.: 15,565 Region Association: North East States |
QUOTE(technicalninja @ Oct 8 2023, 10:42 PM) So, for me it's two 1.5 hour trips and 30-35 each for the work. I replace 98% of the rotors I deal with now. All this. I'm old skool and used to work as a parts guy at a VW/PA dealership that cut rotors. The parts department was responsible for cutting the rotors and I was taught all of the above techniques. It worked great and produced nice cuts on, at the time, expensive rotors. However, today it really makes no sense. Pretty much everything I drive now on the street uses rotors that cost less than $50 each shipped (I like the Centric 120 series for the street, 125 series for the race cars). I think even 914 front rotors are less than $100 each. When you give it thought, and consider the few number of times in your life you're going to replace those rotors, it just doesn't make economic or time sense to refinish them. Just replace 'em. And, by the way, drilling and slotting rotors on a small street car doesn't give you jack. Fight me. GA |
|
|
|
| 76-914 |
Oct 9 2023, 07:46 AM
Post
#20
|
|
Repeat Offender & Resident Subaru Antagonist Group: Members Posts: 13,502 Joined: 23-January 09 From: Temecula, CA Member No.: 9,964 Region Association: Southern California |
The previous posts explain why I see so many of these brake lathes for sale. (IMG:style_emoticons/default/blink.gif)
https://beta.govdeals.com/search?kWord=Brake%20Lathe |
|
|
|
|
1 User(s) are reading this topic (1 Guests and 0 Anonymous Users)
0 Members:

|
Lo-Fi Version | Time is now: 16th May 2024 - 09:28 AM |
Invision Power Board
v9.1.4 © 2024 IPS, Inc.